Что такое слои в 3D-печати и почему они важны?
Аддитивное производство (основы и принципы 3D-печати) всегда работает по одному принципу: объект строится слой за слоем, снизу вверх. Будь то FDM, SLA или SLS, принтер буквально «выращивает» деталь, последовательно нанося материал.
Принцип послойного наращивания
Перед стартом слайсер (программа-нарезчик) делит 3D-модель (STL или OBJ) на тонкие горизонтальные срезы. В FDM-печати экструдер выдавливает расплавленный пластик строго по траектории этого среза. Как только контур завершен, платформа или печатающая головка смещается по оси Z на заданную высоту, и принтер рисует следующий слой поверх предыдущего.
Роль слоев в формировании детали
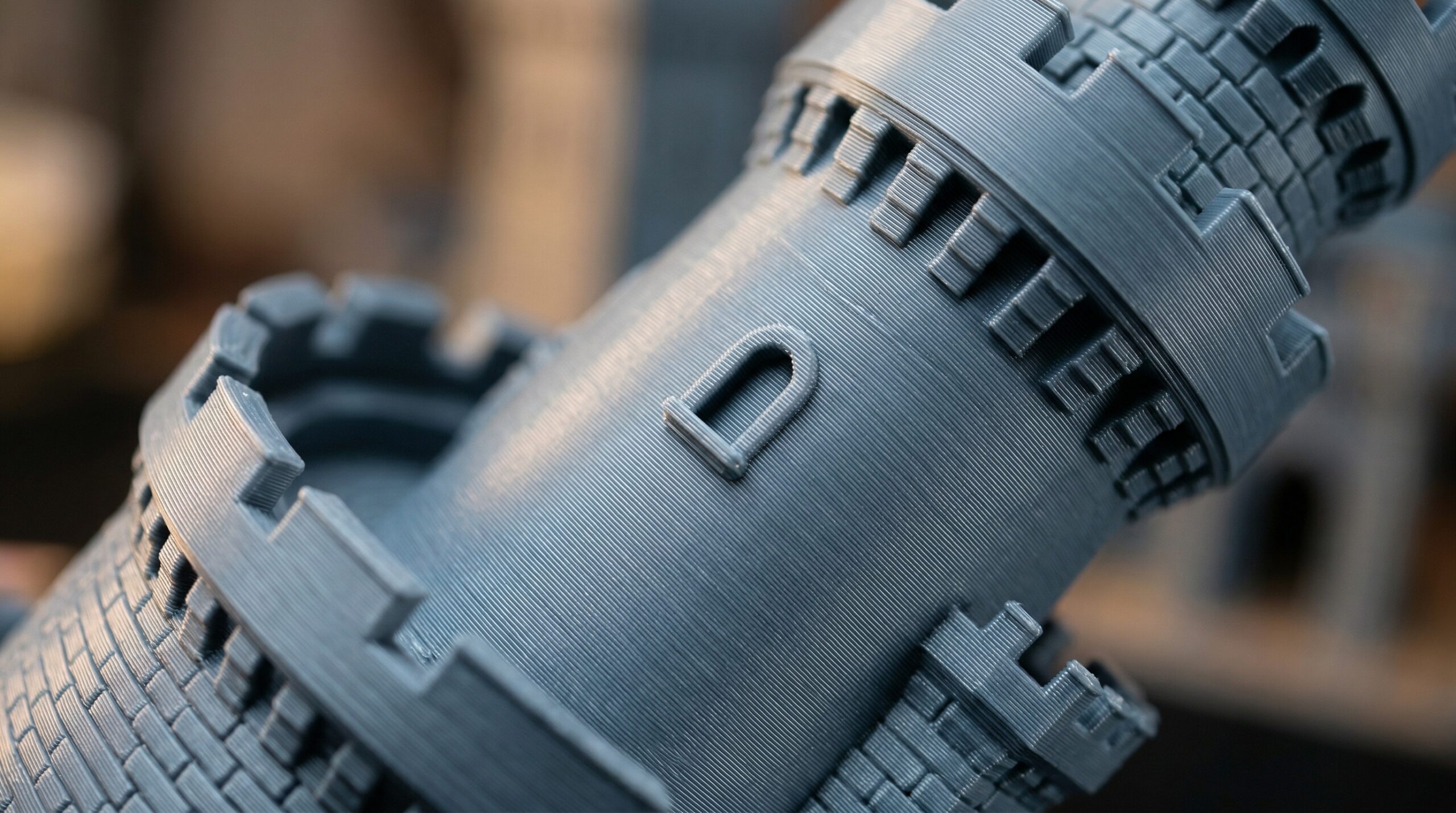
Слой — это объемный «пиксель» вашей модели. Чем он тоньше, тем выше детализация и меньше эффект «лесенки» на изгибах. Но эстетика — лишь половина дела. От настроек слоя зависят прочность на разрыв, надежность спекания (адгезия), точность размеров и в конечном итоге живучесть готового изделия.
Влияние высоты слоя на качество и свойства модели
Высота слоя — главный параметр, определяющий толщину каждого прохода сопла. Он напрямую диктует баланс между качеством, прочностью и временем печати.
Разрешение и детализация
Снижение высоты слоя (например, с 0.2 до 0.1 мм) резко повышает разрешение. «Ступеньки» сглаживаются, кривые становятся плавными, а мелкий рельеф — читаемым. Это идеальный режим для миниатюр, бюстов и сложных механизмов.
Прочность и адгезия
Здесь работает обратное правило. Толстые слои (0.3 мм) обеспечивают более надежное спекание благодаря большему объему горячего пластика и увеличенной площади контакта. Слишком тонкие слои легко расслаиваются при малейшем сквозняке или нехватке температуры. Для нагруженных технических деталей лучше выбирать среднюю высоту (0.2 мм), чтобы сохранить баланс прочности и геометрии.
Скорость печати и время изготовления
Зависимость прямая: делим высоту слоя пополам — увеличиваем время работы в два раза. Печать слоем 0.1 мм займет вечность по сравнению с 0.2 мм. Для черновых прототипов или массивных простых форм смело ставьте максимальную толщину.
Эстетика поверхности
Тонкие слои маскируют технологию производства: характерная «полосатость» становится почти незаметной, поверхность выглядит монолитной. Это критично для выставочных макетов и декора.
Типичные дефекты слоев и способы их устранения
Даже выверенные настройки не гарантируют идеального результата. Разберем частые дефекты (подробнее см. полное руководство по дефектам 3D-печати) и алгоритмы их лечения.
Расслоение и плохая адгезия между слоями
Причины: Холодное сопло, слишком быстрая печать, избыточный обдув, сырой филамент или частичный засор.
Решение: Поднимите температуру экструдера на 5–10°C, снизьте скорость. Просушите пластик и проверьте чистоту сопла. Для пластиков с усадкой (ABS, ASA) обязательно убавьте обдув.
«Слоновья нога» (Elephant’s Foot)
Причины: Сопло слишком сильно вжато в стол, перегрев платформы, избыток пластика (переэкструзия) на первом слое.
Решение: Опустите температуру стола на 5°C, немного поднимите Z-offset. В слайсере снизьте поток для первого слоя. Кардинальное решение — добавить небольшую фаску у основания модели на этапе 3D-моделирования.
Ринггинг (Ringing/Ghosting) и артефакты
Причины: Вибрации механики при резкой смене направления. Слабые ремни, болтающаяся каретка, завышенные ускорения и джерки.
Решение: Снизьте скорость и ускорения. Подтяните ремни, проверьте каретки на люфты. Установите принтер на тяжелое, устойчивое основание (например, бетонную плиту).
Неравномерные слои и волнистость (Z-wobble)
Причины: Кривой вал оси Z, люфты ходовой гайки, заедание направляющих, плавающий диаметр дешевого филамента, перепады температуры в комнате.
Решение: Очистите и смажьте ось Z. Покупайте качественный пластик со стабильным диаметром. Закройте принтер термоколпаком, чтобы исключить сквозняки.
Переэкструзия и недоэкструзия
Причины: Сбиты шаги экструдера (E-steps), неверный коэффициент потока (Flow Rate) в слайсере, забитое сопло или термистор врет с температурой.
Решение: Откалибруйте шаги мотора подачи и поток. При недоэкструзии прочистите термобарьер и сопло; при переэкструзии — проверьте, не завышена ли температура печати.
Факторы, влияющие на качество слоев
На гладкость и прочность стенок влияет не только толщина нарезки. Вот что еще важно держать под жестким контролем.
Настройки слайсера (Slicer Settings)
- Скорость печати: Спешка ухудшает спекание слоев и дает механическую рябь на углах.
- Температура экструдера и стола: Ошибка в пару градусов ведет либо к пропуску шагов, либо к наплывам.
- Коэффициент экструзии (Flow Rate): Отвечает за объем выдавливаемого пластика, сбитый поток испортит толщину стенок.
- Обдув детали (Cooling): Замораживает пластик на нависаниях, но избыток обдува убивает межслойную адгезию.
- Ретракция: Правильные откаты избавляют модель от нитей (волосатости) и прыщей на шве.
Состояние и калибровка 3D-принтера
- Точность Z-оси: Любая грязь или кривизна винта мгновенно отразится на детали цикличными полосами.
- Натяжение ремней: Ослабление дает эхо-эффект, перетяжка быстро изнашивает подшипники и шаговые двигатели.
- Состояние сопла: Сточенное или грязное сопло размазывает пластик вместо аккуратной укладки.
- Калибровка первого слоя: Это фундамент. Кривой первый слой потянет за собой брак всей модели.
Качество филамента и условия его хранения
Сырой или дешевый пластик — враг ровных стенок. Влага вскипает в сопле, оставляя микрократеры, щелчки и пропуски экструзии. Храните катушки в вакуумных пакетах с силикагелем или используйте активную сушилку.
Температура окружающей среды
Сквозняк неравномерно остужает деталь. Возникает термическое напряжение: пластик коробит, края загибаются вверх (warping), а слои лопаются. Это особенно актуально для капризных пластиков вроде ABS, нейлона и поликарбоната.
Лучшие практики для идеальных слоев
Простые привычки, которые помогут печатать стабильно хорошо и без брака:
Правильная калибровка первого слоя
Сопло должно слегка вмазывать пластик в стол, а не скрести по нему или висеть в воздухе. Используйте тесты первого слоя (печатайте квадраты по углам) для микронастройки Z-offset.
Оптимизация скорости печати
Тише едешь — ровнее слои. Оптимальная скорость для качественных наружных стенок лежит в пределах 30-50 мм/с. Всегда замедляйте внешний периметр в настройках слайсера.
Контроль температуры
Печатайте температурные башни (Temp Tower) для каждой новой катушки. Рекомендации на коробке — это лишь ориентир, идеальный градус подбирается только тестами под конкретный принтер.
Регулярное обслуживание принтера
Протирайте направляющие, проверяйте люфты роликов, чистите зубья шестерни фидера. Чистая механика не выдает неприятных сюрпризов посреди 10-часовой печати.
Экспериментирование с настройками
Сохраняйте удачные профили. То, что идеально работает для PLA, гарантированно испортит печать PETG. Ведите учет рабочих параметров.
Будущее послойной печати: новые технологии и материалы
Индустрия аддитивных технологий не стоит на месте. Прошивки вроде Klipper и алгоритмы гашения вибраций (Input Shaping) уже сегодня позволяют укладывать идеальные слои на скоростях свыше 250 мм/с. Слайсеры учатся менять высоту слоя на лету (Adaptive Layer Height), экономя время без потери качества на изгибах. В разработке — системы умного контроля экструзии на базе ИИ, которые будут распознавать дефекты через камеру и корректировать параметры печати в реальном времени.
Осмысленная работа со слоями — это переход от новичка к профессионалу. Научившись чувствовать пластик и механику принтера, вы будете получать монолитные, точные и красивые детали каждый раз, когда нажимаете кнопку «Печать».