Основные причины возникновения дефектов в 3D печати
Чтобы решить проблему, нужно понять её источник. Большинство дефектов печати возникают по четырем основным причинам:
- Неисправности принтера: от люфта и ослабленных ремней до износа сопла и неточной калибровки (уровень стола, шаги экструдера).
- Проблемы с филаментом: отсыревший или некачественный пластик, неверно указанный диаметр нити. Для оптимальных результатов всегда важен выбор подходящих материалов для 3D-печати.
- Ошибки в настройках слайсера: неверно подобранные температура, скорость, ретракт, обдув и другие многочисленные параметры. Для достижения идеальных результатов важна правильная настройка 3D-печати.
- Условия печати: сквозняки, перепады температуры или высокая влажность в помещении могут испортить даже идеально настроенную печать.
Самые распространенные дефекты и их решения
1. Расслоение и низкая межслойная адгезия
Модель буквально распадается на слои, становится хрупкой и непригодной к использованию. Кажется, что слои просто не «спекаются» друг с другом. Более подробно изучить проблемы со слоями в 3D-печати можно в нашей отдельной статье.
Причины:
- Слишком низкая температура экструзии: Пластик недостаточно расплавлен, чтобы надежно сцепиться с предыдущим слоем.
- Чрезмерный обдув: Слой остывает быстрее, чем успевает прилипнуть к нижнему.
- Слишком высокая скорость печати: У слоев просто не хватает времени на адгезию.
- Отсыревший филамент: Влага в пластике при нагреве превращается в пар, образуя пузырьки и мешая сцеплению.
Решения:
- Поднимите температуру сопла на 5-10°C, чтобы улучшить «спекаемость» слоев.
- Уменьшите скорость вентилятора обдува, особенно для таких пластиков, как ABS и PETG.
- Замедлите печать, чтобы дать слоям больше времени на формирование прочной связи.
- Просушите филамент в специальном устройстве или бытовой духовке на низкой температуре.
2. Коробление (Warping)
Углы и края модели отклеиваются от стола и загибаются вверх, нарушая геометрию детали. Особенно часто встречается при печати больших плоских деталей из ABS.
Причины:
- Термическая усадка: Верхние слои остывают и сжимаются быстрее нижних, создавая напряжение, которое отрывает края модели от стола.
- Плохая адгезия: Первый слой изначально плохо прилип к поверхности стола.
- Холодный стол: Отсутствие или недостаточный подогрев стола не позволяет пластику «уцепиться».
- Сквозняки: Неравномерное и резкое охлаждение провоцирует деформацию.
Решения:
- Используйте подогреваемый стол с температурой, оптимальной для вашего пластика (60-70°C для PLA, 90-110°C для ABS).
- Применяйте адгезивы: клей-карандаш, лак для волос, специальные спреи или покрытия вроде PEI-листа отлично держат модель.
- Добавьте в слайсере «кайму» (brim) или «плот» (raft), чтобы увеличить площадь контакта модели со столом.
- Защитите принтер от сквозняков, идеально — использовать закрытый корпус (термокамеру).
3. Недоэкструзия (Underextrusion) и Переэкструзия (Overextrusion)
Две стороны одной медали: принтер подает либо слишком мало пластика (недоэкструзия), либо слишком много (переэкструзия). В первом случае модель получается пористой и хрупкой, во втором — оплывшей, с потерей деталей.
Причины (Недоэкструзия):
- Забитое сопло: Мусор или нагар мешает нормальному выходу пластика.
- Неверный диаметр филамента в слайсере: Программа рассчитывает поток для другой толщины нити.
- Неоткалиброванный экструдер (E-steps): Мотор подает меньше пластика, чем указано в задании.
- Низкая температура печати: Слишком вязкий пластик плохо выдавливается.
- Износ механизма подачи или сопла.
Причины (Переэкструзия):
- Неверный диаметр филамента в слайсере (указан меньший, чем реальный).
- Неоткалиброванный экструдер (E-steps): Подается избыточное количество пластика.
- Слишком высокая температура печати: Пластик становится чересчур жидким и вытекает под собственным весом.
Решения:
- Прочистите или замените сопло. Это первое, что стоит сделать.
- Откалибруйте E-steps, чтобы экструдер отмерял ровно столько пластика, сколько нужно.
- Измерьте диаметр филамента штангенциркулем и введите точное значение в слайсер.
- Отрегулируйте параметр «Поток» (Flow/Extrusion Multiplier): уменьшайте при переэкструзии, увеличивайте при недоэкструзии с шагом в 2-5%.
- Подберите оптимальную температуру печати с помощью тестовой башни.
4. Смещение слоев (Layer Shifting)
Модель выглядит так, будто её сдвинули в процессе печати, образуя характерные «ступеньки». Смещение может произойти по одной или обеим горизонтальным осям (X/Y).
Причины:
- Проскальзывание ремней: Ослабленные или изношенные ремни не могут точно передать движение от моторов.
- Низкий ток на драйверах моторов: Двигателям не хватает мощности для резких или быстрых перемещений.
- Механические препятствия: Печатающая головка или стол цепляются за провода, зажимы или загнувшиеся части самой модели.
- Чрезмерная скорость/ускорение: Механика принтера не справляется с заданным темпом.
- Перегрев драйверов шаговых двигателей, приводящий к пропуску шагов.
Решения:
- Проверьте и натяните ремни: они должны быть упругими, как гитарная струна, но не перетянутыми.
- Осмотрите механику: убедитесь, что ничто не мешает свободному движению по осям.
- Уменьшите скорость печати и ускорения в настройках слайсера.
- Обеспечьте охлаждение электроники, особенно драйверов двигателей.
- Проверьте фиксацию шкивов на валах двигателей. Ослабленный винт — частая причина смещений.
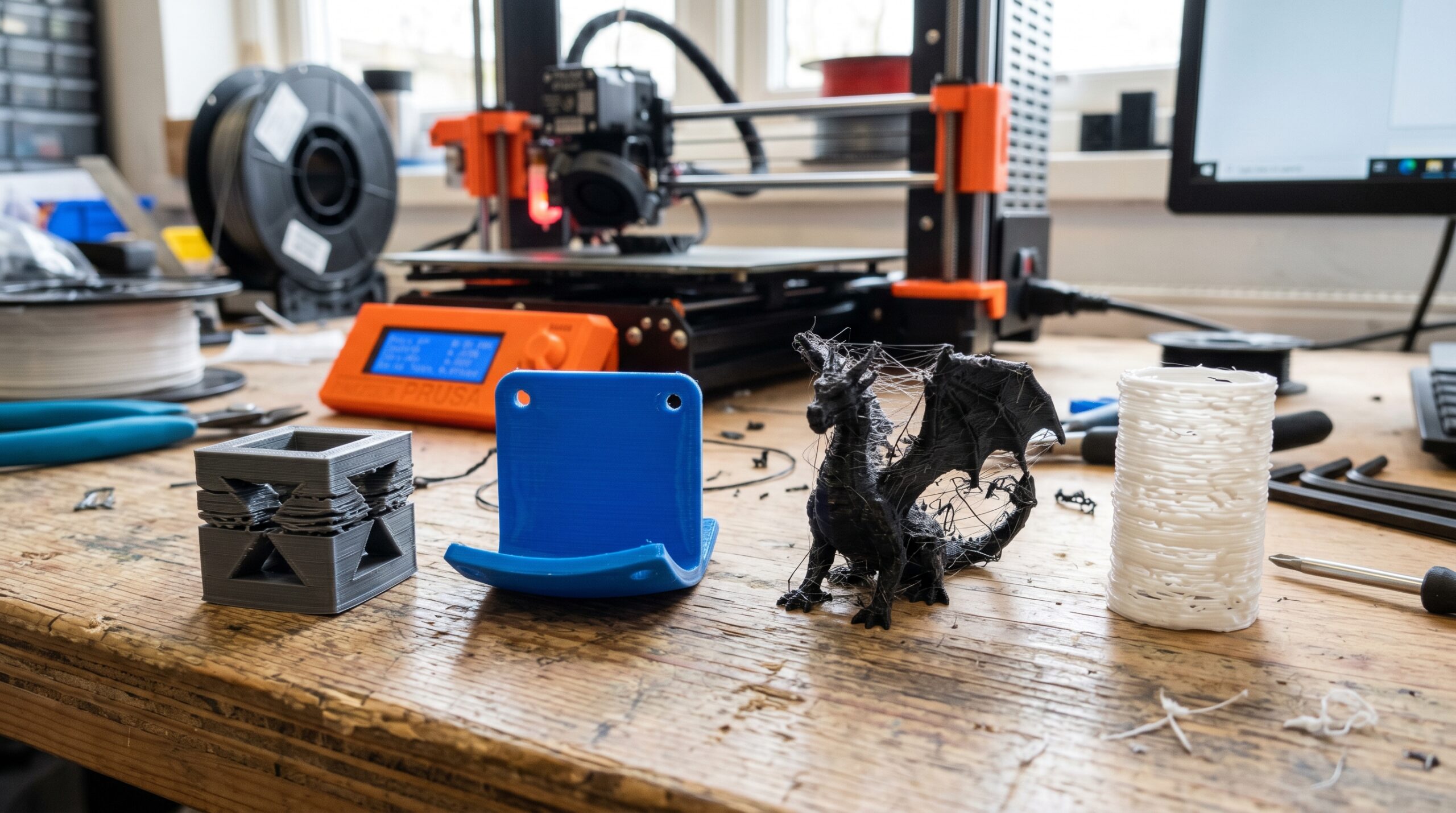
5. Стрингинг (Stringing) и ±Волосы ангела«
Между отдельными элементами модели тянутся тонкие пластиковые «волоски» или целая паутина. Дефект не критичен, но портит внешний вид и требует постобработки.
Причины:
- Неэффективный ретракт (втягивание нити): Пластик продолжает сочиться из сопла во время холостых перемещений.
- Слишком высокая температура печати: Чрезмерно жидкий пластик легко вытекает.
- Отсыревший филамент: Влага «вскипает» в сопле, выдавливая капельки пластика.
- Высокая скорость холостых перемещений, не дающая ретракту сработать как надо.
Решения:
- Настройте ретракт: увеличьте длину втягивания (до 5-7 мм для боуден-экструдеров) и скорость (30-60 мм/с).
- Снизьте температуру сопла на 5-10°C.
- Просушите филамент.
- Активируйте в слайсере опцию «Wipe» (Протирка): сопло будет делать небольшое движение по контуру модели перед перемещением, убирая излишки пластика.
6. Плохая адгезия первого слоя к столу
Печать срывается в самом начале: первый слой не держится на столе, и вся деталь смещается или отрывается. Это одна из самых частых проблем для новичков. Более подробно о том, как эффективно бороться с проблемами с адгезией и выбрать подходящий клей для 3D-печати, читайте в нашем специальном руководстве.
Причины:
- Неправильная калибровка стола: Зазор между соплом и столом слишком большой.
- Грязная или жирная поверхность стола.
- Недостаточная температура стола.
- Неподходящее покрытие стола для данного типа пластика.
Решения:
- Откалибруйте стол: добейтесь, чтобы между соплом и столом во всех точках с трудом проходил лист офисной бумаги.
- Тщательно очистите и обезжирьте стол изопропиловым спиртом.
- Используйте адгезивы: клей-карандаш, лак, специальное покрытие.
- Подберите правильную температуру стола.
- Уменьшите скорость печати первого слоя до 15-20 мм/с, чтобы пластик успел «схватиться».
7. Забивание сопла (Clogging)
Самая неприятная остановка в пути: пластик перестает поступать из сопла, и печать прерывается, часто безвозвратно портя деталь.
Причины:
- Посторонние частицы в филаменте или пыль, попавшая в механизм.
- «Тепловая пробка» (Heat Creep): пластик размягчается слишком высоко в термобарьере и застревает.
- Слишком длинный ретракт, затягивающий расплав в холодную зону хотэнда.
- Зазор между тефлоновой трубкой и соплом в хотэндах сквозного типа.
- Износ или повреждение сопла.
Решения:
- Прочистите сопло специальной иглой или методом «холодной протяжки» (cold pull). Если не помогает — замените.
- Проверьте работу вентилятора, обдувающего радиатор хотэнда. Он должен работать постоянно.
- Оптимизируйте настройки ретракта, уменьшив его длину.
- Проверьте сборку хотэнда: убедитесь, что тефлоновая трубка плотно упирается в сопло.
- Используйте качественный филамент и установите фильтр для очистки нити перед подачей.
8. Эффект «слоновьей ноги» (Elephant’s Foot)
Первые несколько слоев модели расплющиваются, создавая утолщенное основание, похожее на стопу слона. Дефект мешает точной сборке деталей.
Причины:
- Слишком горячий стол: нижние слои долго остаются мягкими и деформируются под весом модели.
- Сопло слишком близко к столу: первый слой выдавливается и расплющивается в стороны.
- Избыточный поток для первого слоя в попытке улучшить адгезию.
Решения:
- Немного снизьте температуру стола после печати первых слоев.
- Увеличьте зазор между соплом и столом (откалибруйте стол чуть выше).
- Используйте «кайму» (brim) для адгезии вместо чрезмерного прижатия сопла.
- Примените в слайсере компенсацию: параметр «Initial Layer Horizontal Expansion» с небольшим отрицательным значением (например, -0.1 мм).
9. Проблемы с поддержками
Поддерживающие структуры либо ломаются во время печати, либо, наоборот, прилипают к модели намертво, оставляя после себя уродливые следы. Подробнее о том, как избежать дефектов из-за неправильных суппортов, читайте в нашей статье.
Причины:
- Слишком хлипкая структура поддержек (низкая плотность).
- Неправильный зазор (Z-gap) между поддержкой и основной деталью.
- Неудачный тип поддержек для данной геометрии модели.
- Общие проблемы с качеством печати, влияющие и на поддержки.
Решения:
- Отрегулируйте плотность поддержек: увеличьте для прочности, если они ломаются.
- Настройте зазор по оси Z: начните со значения, равного высоте вашего слоя (например, 0.2 мм), и корректируйте. Больше зазор — легче отделять, но хуже качество поверхности.
- Экспериментируйте с типами поддержек, например, попробуйте древовидные (tree supports) — они экономят пластик и легче удаляются.
- Сначала добейтесь общего высокого качества печати, и поддержки тоже станут лучше.
10. Перегрев и провисание (Overheating and Sagging)
Деталь выглядит оплавленной и деформированной, особенно на нависающих элементах и острых углах, которые не успевают остыть.
Причины:
- Недостаточный обдув детали вентилятором.
- Слишком высокая температура сопла для данного пластика.
- Малое время печати слоя: на маленьких деталях сопло работает на одном месте, не давая пластику застыть.
Решения:
- Увеличьте скорость вентилятора обдува (обычно до 100% для PLA).
- Снизьте температуру экструзии.
- Активируйте в слайсере опцию «Минимальное время слоя» (Minimum Layer Time): принтер будет делать паузу или замедляться, давая слою остыть.
Общие советы по предотвращению и устранению дефектов
- Держите принтер в тонусе. Регулярная калибровка стола, экструдера (E-steps) и температур (PID) — фундамент качественной печати.
- Следите за чистотой. Чистый стол, сопло и сухой, незапыленный филамент избавят от множества проблем.
- Контролируйте влажность. Храните пластик в герметичных контейнерах с силикагелем. Сушка филамента творит чудеса.
- Настраивайте с умом. Не бойтесь экспериментировать с параметрами слайсера, но меняйте только один за раз, чтобы видеть результат. Например, изучите возможности по увеличению скорости печати для повышения эффективности, или углубитесь в понимание Дефектов, связанных с температурой, чтобы добиться идеальных моделей.
- Изучите свой принтер. Поймите его сильные и слабые стороны. Каждый принтер имеет свой характер.
- Ведите бортовой журнал. Записывайте, какие настройки для какого пластика дали лучший результат.
- Не экономьте на расходниках. Качественный филамент от проверенного бренда — залог стабильности.
Заключение
Каждый дефект печати — это не провал, а ценный урок. Вооружившись этим руководством, вы превратите проблемы в опыт и научитесь добиваться стабильно высокого качества. Помните, что помимо настроек принтера и филамента, качество печати также зависит от самой 3D-модели. Узнайте, как избежать ошибки в 3D-модели ещё на этапе её создания. Терпение, внимание к деталям и готовность экспериментировать — вот три кита, на которых держится мастерство 3D-печати. Печатайте с умом и удовольствием!