Зачем нужны подставки в 3D печати?
При FDM/FFF-печати принтер строит объект слой за слоем, снизу вверх. Каждый новый слой должен на что-то опираться — на предыдущий слой или на печатную платформу. Если же часть модели буквально «висит в воздухе», принтеру нужна помощь. Здесь и вступают в игру подставки.
Важность поддержки актуальна не только для FDM/FFF. Особенно важен правильный подход к суппортам в 3D-печати смолой, где их роль и методы удаления имеют свои нюансы.
Проблема нависающих элементов
Нависающие элементы (overhangs) — это части модели, выступающие под углом. Чем круче угол, тем сложнее принтеру укладывать пластик, не давая ему провиснуть. Большинство FDM-принтеров справляются с углами до 45° без посторонней помощи, так как расплав успевает охладиться и закрепиться. Но для более крутых углов или горизонтальных выступов поддержка уже обязательна.
Мосты и сложные геометрии
Мосты (bridges) — это горизонтальные участки между двумя опорами. Принтер буквально «перекидывает» нить пластика через пустоту. Короткие мосты (до 5–10 мм) обычно получаются хорошо, а вот длинные без подставок провиснут или оборвутся. То же касается и сложных форм: сферы, полые объекты и тонкие выступы почти всегда требуют дополнительной опоры.
Основные типы моделей подставок
Современные слайсеры генерируют подставки по-разному. У каждого типа свои сильные и слабые стороны.
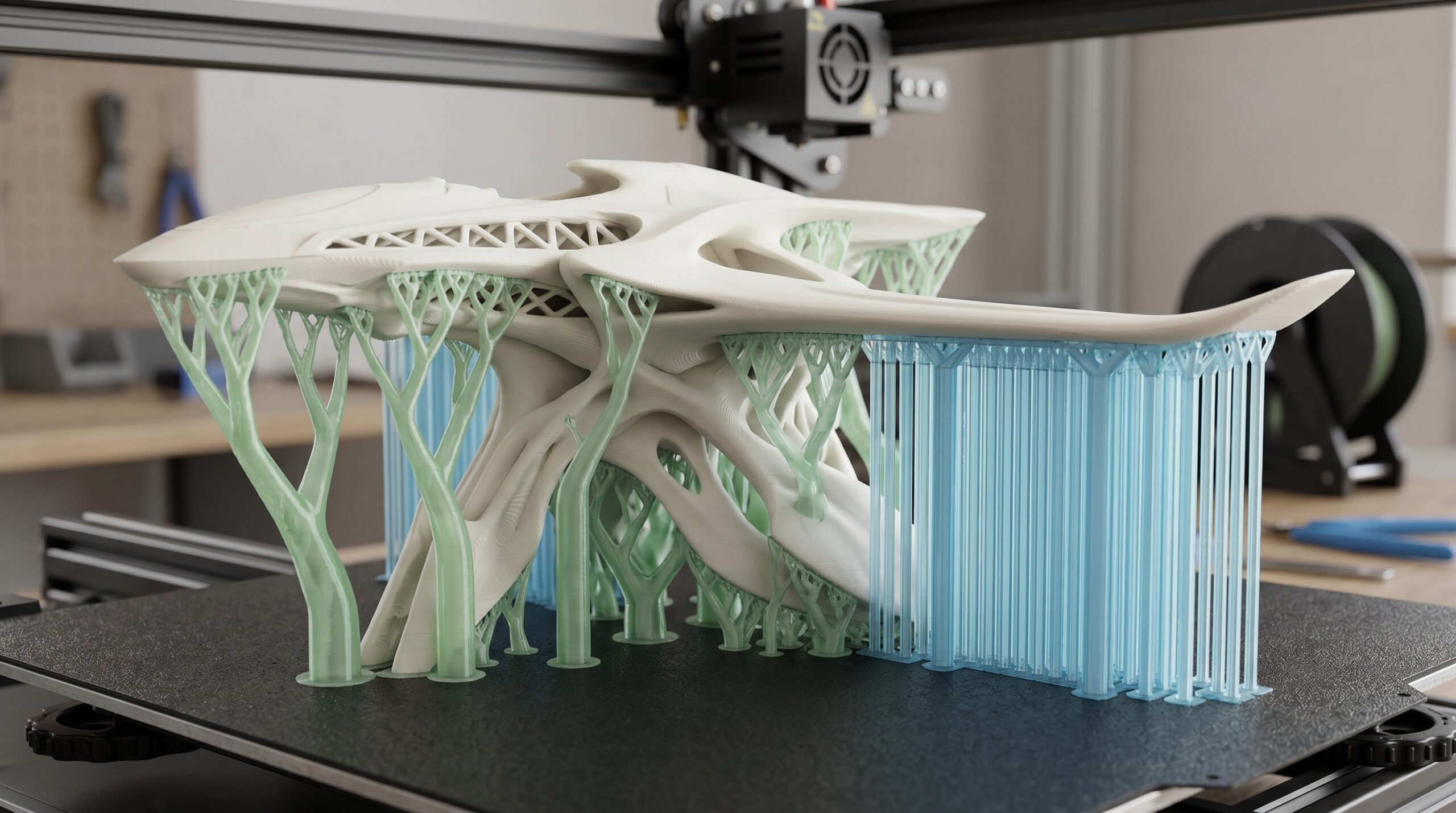
Линейные (стандартные) подставки
Это классика: вертикальные колонны или решетки под всеми нависающими частями. Они надежны и быстро генерируются, но их бывает трудно удалить, особенно из узких мест. Часто оставляют заметные следы на поверхности модели. Основные виды — плотные (Grid) и зигзагообразные (ZigZag).
Древовидные (tree supports)
Эти подставки напоминают ветви дерева: они растут от стола и касаются модели лишь в самых нужных точках. Их главные плюсы — экономия пластика, легкое удаление (иногда одним движением) и минимальные следы. Идеальный выбор для моделей со сложными, органическими формами и труднодоступными участками. Из минусов — генерация занимает больше времени, и они могут быть недостаточно устойчивы для тяжелых элементов.
Пользовательские (custom supports)
Некоторые слайсеры дают полный контроль: вы можете расставить опоры вручную только там, где они необходимы. Это экономит материал, сокращает время печати и спасает в ситуациях, когда автоматические алгоритмы создают лишние или трудноудаляемые структуры.
Растворимые подставки
Высший пилотаж. Для них нужен принтер с двумя экструдерами и специальный растворимый пластик (PVA для PLA, HIPS для ABS). После печати деталь опускают в растворитель (воду для PVA, лимонен для HIPS), и подставки исчезают без следа. Это идеальный, хоть и более затратный, метод для моделей со сложной внутренней геометрией, где ручное удаление невозможно.
Как работают подставки: Настройка в слайсере
Качество поддержки напрямую зависит от настроек в вашем слайсере (Cura, PrusaSlicer, Simplify3D). Большинство настроек для подставок (суппортов) выполняются в программах-слайсерах, которые конвертируют 3D-модель в команды для принтера. Разберем ключевые параметры.
Угол нависания (Overhang Angle)
Этим параметром вы указываете слайсеру, при каком угле наклона начинать строить подставки. Значение по умолчанию — 45-60°. Не бойтесь экспериментировать, чтобы найти золотую середину для вашего принтера и пластика.
Плотность и структура заполнения
Плотность (Density) — это частота линий внутри подставки. Высокая плотность дает надежную опору, но затрудняет удаление. Низкая — экономит пластик, но может не выдержать вес модели. Структура (Pattern) определяет рисунок заполнения (линии, сетка, зигзаг), который тоже влияет на прочность и легкость удаления.
Расстояние по Z (Z-Distance)
Критически важный параметр. Это зазор между верхушкой подставки и дном модели. Слишком маленький — подставка приварится к детали. Слишком большой — модель провиснет. Оптимальное значение — высота одного-двух слоев (0.1–0.3 мм). Цель — найти баланс между надежной опорой и легким отделением.
Расстояние по X/Y (X/Y Distance)
Это горизонтальный зазор между моделью и подставкой. Большой зазор упрощает удаление, но края модели могут получиться неаккуратными. Маленький зазор дает лучшую поддержку, но повышает риск, что подставка «прилипнет» к стенке.
Нижние и верхние слои поддержки (Support Bottom/Top Interface)
Это сплошные слои, которые создают гладкую «крышу» на подставках прямо под моделью. Они значительно улучшают качество поверхности детали в местах контакта и предотвращают провисание. Настраивая их количество и плотность, можно добиться чистого отделения. Более глубокое понимание всех общих настройках 3D-печати поможет вам оптимизировать процесс печати суппортов.
Тип крепления к столу (Raft, Brim, Skirt)
- Raft (Плот): Плотная «подушка» из пластика под всей моделью и подставками. Улучшает сцепление со столом, незаменим для капризных материалов вроде ABS.
- Brim (Поля): Несколько линий пластика вокруг основания модели, как поля у шляпы. Увеличивает площадь контакта и не дает углам отрываться от стола.
- Skirt (Юбка): Линия пластика вокруг модели, не касающаяся ее. Служит для подготовки экструдера и стабилизации потока пластика перед началом печати. На адгезию не влияет.
Выбор материала для подставок
Материал для подставок выбирают, исходя из материала модели и возможностей принтера.
Тот же материал, что и модель
Самый простой и доступный вариант, требующий лишь одного экструдера. В большинстве случаев этого достаточно. Главный минус — удаление таких подставок может быть сложным и оставлять следы.
Растворимые материалы (PVA, HIPS)
- PVA (Поливиниловый спирт): Растворяется в обычной воде. Отлично работает в паре с PLA, PETG и нейлоном. Требует принтера с двумя экструдерами и герметичного хранения, так как впитывает влагу из воздуха.
- HIPS (Ударопрочный полистирол): Растворяется в лимонене. Идеальный компаньон для ABS, так как у них схожие температуры печати. Также нужен принтер с двумя экструдерами и хорошая вентиляция при работе с растворителем.
Разделяемые материалы (Breakaway Supports)
Это специальные филаменты, созданные для легкого отделения от основной модели. Они не растворяются, но благодаря своему химическому составу отламываются чисто и без усилий. Могут использоваться даже на принтерах с одним экструдером, но требуют точной настройки.
Оптимизация подставок для идеального результата
Мастерство настройки подставок приходит с практикой. Вот несколько советов для старта.
Баланс между прочностью и легкостью удаления
Слишком плотные подставки сложно удалить, слишком редкие — не удержат модель. Начните со средней плотности (15-20%) и корректируйте в зависимости от веса и геометрии нависающих элементов.
Минимизация следов на поверхности
Ключ к чистой поверхности — тонкая настройка Z-Distance и X/Y Distance, а также использование интерфейсных слоев. Древовидные подставки также оставляют меньше следов. Небольшие дефекты всегда можно убрать легкой шлифовкой.
Скорость печати и расход материала
Для экономии времени подставки можно печатать быстрее основной модели — их внешний вид не важен. Чтобы сэкономить пластик, используйте древовидные или пользовательские подставки вместо стандартных линейных.
Удаление подставок и постобработка
Печать завершена, теперь самое интересное — освободить модель.
Ручное удаление
Вооружитесь кусачками, плоскогубцами или пинцетом. Аккуратно отламывайте и откусывайте поддерживающие структуры, стараясь не повредить деталь. Древовидные подставки часто можно снять одним движением руки.
Растворение
Если вы использовали растворимые материалы, просто опустите модель в подходящую жидкость (вода для PVA, лимонен для HIPS). Процесс может занять от нескольких часов до суток, но результат — идеально чистая поверхность без следов.
Инструменты для удаления
Кроме кусачек, вам пригодятся скальпель, набор надфилей и наждачная бумага разной зернистости. Для финишной полировки отлично подходят роторные инструменты (Dremel) с различными насадками.
Финишная обработка поверхности
Даже после аккуратного удаления могут остаться небольшие «пеньки» или шероховатости. Их легко убрать шлифовкой, полировкой или химической обработкой (например, в ацетоновой бане для ABS). После этого модель можно грунтовать и красить.
Частые ошибки и их решения
Неправильно настроенные суппорты часто приводят к различным проблемам, о которых подробно рассказано в нашем руководстве по выявлению и устранению дефектов 3D-печати.
Подставки не держатся
Причины: Плохое сцепление со столом, слишком низкая плотность, большая скорость печати подставок.
Решение: Используйте Brim или Raft, увеличьте плотность, уменьшите скорость печати подставок, проверьте калибровку стола.
Подставки слишком сложно удалить
Причины: Слишком маленький зазор (Z-Distance), высокая плотность, неправильный тип поддержки для данной модели.
Решение: Увеличьте Z-Distance (шагами по 0.05 мм), уменьшите плотность интерфейсных слоев, попробуйте древовидные подставки.
Подставки оставляют сильные следы
Причины: Неправильно настроенные зазоры (Z-Distance, X/Y Distance), отсутствие интерфейсных слоев.
Решение: Тонко настройте зазоры, включите и откалибруйте интерфейсные слои. Для максимального качества рассмотрите растворимые подставки.
Сбой печати из-за подставок
Причины: Подставки слишком тонкие и неустойчивые, забилось сопло, печать подставок происходит слишком быстро.
Решение: Увеличьте плотность или толщину стенок подставок, используйте более прочный тип (линейный вместо древовидного), проверьте настройки экструзии и температуры.
Будущее подставок: Инновации и развитие
Индустрия 3D-печати не стоит на месте. Разработчики создают «умные» алгоритмы, которые генерируют опоры еще эффективнее и экономнее. Появляются новые растворимые материалы, совместимые с большим количеством пластиков. С развитием многоматериальной печати и ИИ управление подставками станет почти полностью автоматическим, делая 3D-печать еще проще и доступнее для всех.