В мире аддитивных технологий точность и качество каждой напечатанной детали имеют критическое значение. Для FDM 3D-печати достижение идеального результата начинается с тщательной калибровки оборудования, и здесь на помощь приходят специализированные тестовые модели. Эти миниатюрные, но информативные объекты позволяют выявить и устранить любые отклонения в работе 3D-принтера, гарантируя соответствие напечатанных изделий заданным параметрам. Студия Igor 3D Engineering в Челябинской области использует передовые методы калибровки, включая регулярную печать тестов, чтобы каждая деталь, от прототипа до функциональной оснастки, отличалась безупречным качеством и точностью. Мы обеспечиваем надежную 3D-печать на заказ для малого и среднего бизнеса, используя широкий спектр материалов и доставляя готовые изделия по всей России.
| Параметр | Значение |
|---|---|
| Материал | Основные свойства и рекомендации |
| PLA | Прочность на разрыв: 50-65 МПа. Температура размягчения (HDT): 50-60 °C. Относительное удлинение: 2-6%. Легко печатается, биоразлагаем, невысокая термостойкость. Идеален для декоративных изделий, прототипов, не требующих высоких нагрузок. |
| PETG | Прочность на разрыв: 50-70 МПа. Температура размягчения (HDT): 70-80 °C. Относительное удлинение: 150-250%. Прочный, ударостойкий, хорошая адгезия слоев, водостойкий. Подходит для функциональных прототипов, водонепроницаемых корпусов. |
| ABS | Прочность на разрыв: 40-55 МПа. Температура размягчения (HDT): 90-105 °C. Относительное удлинение: 10-25%. Высокая термостойкость, ударопрочность, легко обрабатывается ацетоном. Требует закрытой камеры. Используется для корпусов электроники, деталей, работающих при повышенных температурах. |
| Nylon (PA) | Прочность на разрыв: 40-80 МПа (зависит от типа). Температура размягчения (HDT): 100-180 °C. Относительное удлинение: 50-300%. Высокая прочность, износостойкость, химическая стойкость, гигроскопичность. Отличный выбор для шестерен, втулок, деталей с высокой нагрузкой. |
| TPU | Прочность на разрыв: 30-50 МПа. Температура размягчения (HDT): 60-80 °C. Твердость по Шору: 85A-95A. Очень гибкий, эластичный, ударопрочный. Применяется для прокладок, амортизаторов, защитных чехлов. |
| Допуски FDM-печати (типовые) | При высоте слоя 0.1-0.2 мм: |
| Линейные размеры до 100 мм | ±0.2 мм |
| Линейные размеры свыше 100 мм | ±0.2% от размера |
| Минимальная толщина стенки | 0.8 мм |
| Минимальный диаметр отверстия | 2 мм (для обеспечения точности) |
| Параметры печати (типовые диапазоны) | Оптимальные значения могут варьироваться |
| Высота слоя | 0.1 – 0.3 мм (от высокого до чернового качества) |
| Температура сопла | 190 – 260 °C (зависит от материала) |
| Температура стола | 0 – 110 °C (зависит от материала) |
| Скорость печати | 40 – 120 мм/с (оптимизируется под геометрию) |
| Заполнение (Infill) | 10 – 100% (для прочности и веса) |
Калибровка FDM 3D-принтера: точная печать деталей на заказ в Челябинской области
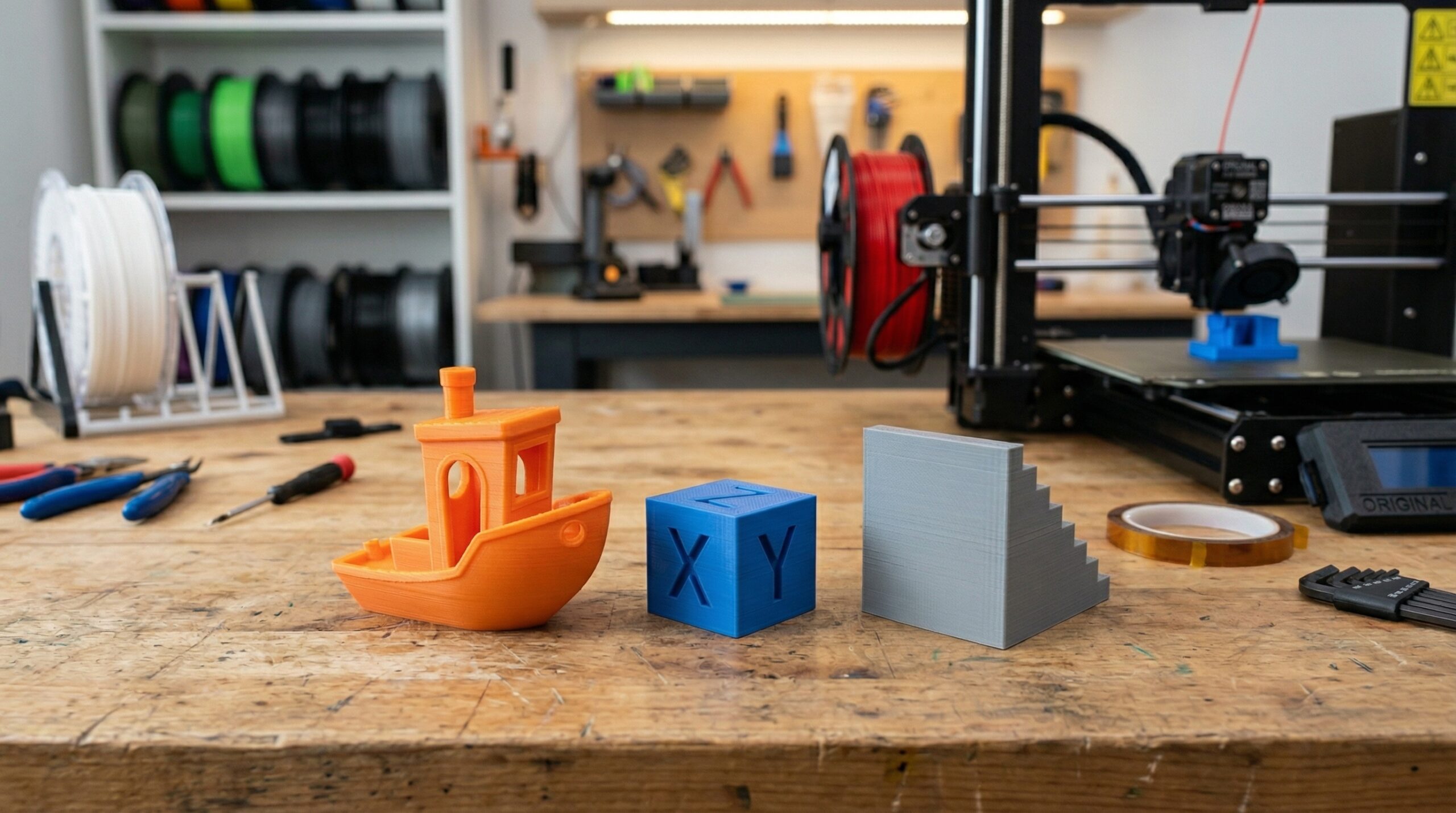
Тестовые модели для 3D-печати обеспечивают высокую повторяемость и точность изготовления деталей
В основе качественного аддитивного производства лежит прецизионная настройка оборудования. Тестовые модели — это специализированные объекты, предназначенные для верификации и оптимизации параметров экструзии. Их применение обязательно при вводе в эксплуатацию нового профессионального оборудования, переходе на другую партию филамента или поиске предельных режимов работы. Систематическая диагностика повышает стабильность печати на 20-30%, исключая риск возникновения брака. Специалисты Igor 3D Engineering используют калибровочные тесты для подтверждения характеристик каждой партии изделий, изготавливаемых на заказ.
Универсальные комплексные тесты для оценки производительности
Комплексные модели позволяют за 40-60 минут проверить готовность принтера к работе, оценивая сразу несколько критических факторов.
-
3D Benchy: Эталонная модель для проверки качества отрисовки сложной геометрии. Она содержит нависания под углами до 45°, цилиндрические отверстия диаметром от 3 мм и тонкие надписи. Печать «кораблика» выявляет проблемы с охлаждением, детализацией мелких элементов и эффективностью ретракта (отката филамента).
-
All-In-One (Всё-в-одном): Тест предназначен для определения максимальных возможностей экструдера. Модель включает мосты длиной до 50 мм, свесы до 80° и проверку точности позиционирования по осям XY. Печать выполняется со 100% заполнением без использования поддержек, что позволяет настроить обдув для работы со сложными навесными элементами промышленных прототипов.
Специализированные тесты для точечной диагностики узлов
Для достижения допусков уровня машиностроения применяются узконаправленные методы калибровки.
-
XYZ 20-мм калибровочный куб: Инструмент для контроля линейных размеров. Измерение сторон куба микрометром позволяет вычислить коэффициент усадки, который для ABS составляет 0.5-1%, а для PETG — около 0.2-0.5%. Корректировка шагов двигателей гарантирует, что деталь будет соответствовать CAD-модели с точностью до ±0.2 мм.
-
Тест резонанса и ряби (Ghosting): Модель с острыми углами и лучами под 15° и 45° помогает выявить вибрации на скоростях свыше 60-100 мм/с. Настройка ускорений на калиброванных экструдерах позволяет устранить «эхо» на поверхности, что критично для корпусов приборов и декоративных панелей.
-
Stringing Test (Тест на «паутину»): Компактная модель весом всего 0.23 г для настройки температуры сопла и скорости ретракта. Правильный подбор параметров исключает появление нитей пластика, сокращая время постобработки на 15-20%.
-
Pressure Advance (Линейное опережение): Тест оптимизирует подачу пластика при резкой смене скорости. Это обеспечивает четкие углы без наплывов и равномерную толщину стенки (0.8-1.2 мм), что важно для герметичных емкостей и резьбовых соединений.
Ключевые параметры контроля качества
Использование калибровочных моделей позволяет гарантировать следующие технические показатели:
- Размерная точность: Соблюдение допусков XY ±0.2-0.5 мм и Z ±0.1-0.2 мм.
- Геометрическая совместимость: Подвижные зазоры 0.3-0.5 мм и прессовые посадки 0.1-0.2 мм.
- Качество отверстий: Минимальный диаметр проливаемого отверстия от 1.5-2.0 мм.
- Механическая прочность: Оптимальная адгезия слоев за счет точного температурного контроля (до 270°C для Nylon).
Материалы для FDM-печать подбираются исходя из условий эксплуатации и требуемой прочности изделия
В Igor 3D Engineering выбор филамента базируется на технических требованиях к конечному продукту. Знание физико-механических свойств полимеров позволяет нам предлагать решения, которые в 5-10 раз дешевле традиционной фрезеровки при сопоставимой функциональности.
Технические характеристики применяемых полимеров:
-
PLA: Температура печати 190-220°C, стол 50-60°C. Обладает прочностью на разрыв ~50 МПа. Термостойкость ограничена 55-60°C. Оптимален для макетов и прототипов с высокой детализацией (слой 0.1 мм).
-
PETG: Температура печати 230-250°C, стол 70-85°C. Термостойкость 75-80°C, прочность ~50 МПа. Устойчив к влаге и химикатам, подходит для функциональных деталей и крепежей.
-
ABS: Температура печати 230-260°C, стол 90-110°C. Выдерживает до 95-105°C, прочность ~40 МПа. Требует закрытой камеры. Идеален для автомобильных компонентов и корпусов электроники.
-
Nylon (Полиамид): Температура печати 240-270°C. Высокая прочность ~70 МПа и износостойкость. Гигроскопичен, требует сушки. Применяется для шестерен и втулок, работающих под нагрузкой.
-
TPU: Гибкий материал с твердостью по Шору 85A-95A. Температура печати 210-230°C. Используется для прокладок, демпферов и защитных чехлов.
Применение аддитивных технологий в промышленности сокращает затраты на изготовление оснастки в 5-10 раз
Точная FDM-печать востребована в различных секторах бизнеса Челябинской области, где требуется оперативное изготовление мелкосерийных партий без затрат на дорогостоящие пресс-формы.
- Машиностроение: Изготовление кондукторов, шаблонов и фиксаторов из износостойкого нейлона или ABS.
- Приборостроение: Печать корпусов с закладными гайками и сложной внутренней архитектурой для размещения плат.
- Ремонт оборудования: Восстановление сломанных пластиковых деталей станков и бытовой техники по образцу.
- Разработка продуктов: Создание функциональных прототипов (MVP) для проверки эргономики и собираемости конструкций.
Выбор параметров 3D-печати определяется балансом между скоростью производства и качеством поверхности
Для каждого проекта мы подбираем индивидуальную конфигурацию, исходя из приоритетов заказчика:
- Высота слоя: 0.1 мм для максимальной гладкости, 0.2 мм — стандарт, 0.3 мм — для черновых моделей.
- Заполнение (Infill): От 15% для декоративных изделий до 100% для силовых элементов.
- Минимальная стенка: Рекомендуется 1.2 мм (3 периметра соплом 0.4 мм) для обеспечения конструкционной жесткости.
Подготовка STL-файла к печати требует соблюдения правил замкнутости геометрии и толщины стенок
Для успешного аддитивного производства 3D-модель должна соответствовать ряду критериев:
- Manifold (Замкнутость): Отсутствие «дыр» в сетке и пересекающихся поверхностей.
- Толщина элементов: Минимальная толщина стенки 0.8 мм, минимальный диаметр отверстия 1.5 мм.
- Ориентация нормалей: Все векторы поверхностей должны быть направлены наружу.
Если у вас нет готовой модели, наши инженеры выполнят 3D-моделирование по чертежам или эскизам, адаптировав геометрию под особенности FDM-технологии.
Постобработка напечатанных изделий позволяет добиться эстетики литых деталей и высокой гладкости
После завершения цикла печати детали могут проходить следующие этапы обработки:
- Механическая очистка: Удаление поддержек и шлифовка абразивами от P180 до P2000.
- Химическое сглаживание: Обработка ABS парами ацетона для получения глянцевой поверхности без видимых слоев.
- Сборка и склейка: Соединение крупногабаритных объектов с использованием специализированных составов, обеспечивающих прочность шва на уровне основного материала.
Студия Igor 3D Engineering предлагает комплексный подход к аддитивному производству в Челябинской области
Заказывая 3D-печать у нас, вы получаете доступ к профессиональной экспертизе и калиброванному оборудованию. Мы помогаем малому и среднему бизнесу внедрять современные технологии, сокращая время на разработку и выпуск новых продуктов.
- Точность и повторяемость: Контроль параметров на каждом этапе — от подготовки файла до финальной калибровки экструдера.
- Инженерный подбор материалов: Использование PLA, PETG, ABS, Nylon и TPU с учетом температурных и механических нагрузок.
- Прозрачность: Стоимость рассчитывается исходя из веса материала и времени работы оборудования, что выгоднее традиционных методов при малых тиражах.
Чтобы заказать 3D-печать или получить консультацию по выбору материала, свяжитесь с нами по телефону или оставьте заявку на сайте. Мы обеспечим оперативную доставку готовых изделий по всей России.
Часто задаваемые вопросы
Для чего нужны тестовые модели в 3D-печати?
Тестовые модели используются для калибровки и диагностики 3D-принтера. Они позволяют проверить точность размеров, качество печати нависаний и мостов, отсутствие стрингинга, равномерность экструзии и другие параметры, чтобы гарантировать высокое качество конечных изделий. Это особенно важно при первом запуске принтера, смене материала или поиске оптимальных настроек.
Какие тестовые модели для 3D-печати считаются универсальными?
Наиболее универсальными считаются 3D Benchy (Кораблик Benchy) и All-In-One Test. 3D Benchy комплексно проверяет способность принтера печатать сложные геометрии, а All-In-One Test одновременно оценивает качество свесов, мостов, стрингинг, стабильность экструзии и точность размеров. Эти тесты дают полную картину состояния принтера.
Как тестовый кубик для 3D принтера STL помогает в калибровке?
XYZ 20-мм калибровочный кубик используется для проверки размерной точности принтера. После печати кубика измеряются его стороны. Если размеры не соответствуют 20 мм, это позволяет определить коэффициент усадки материала и скорректировать настройки в слайсере, обеспечивая высокую точность для функциональных деталей, требующих строгих допусков.
Что такое стрингинг и как его устранить с помощью тестов?
Стрингинг (spaghetti-эффект) — это появление тонких нитей пластика между отдельными частями модели. Для его устранения используется Ultrafast and Economical Stringing Test. Он помогает быстро настроить параметры ретракта (отката филамента), температуру сопла и эффективность обдува, чтобы минимизировать или полностью исключить появление нежелательных нитей.
Как Igor 3D Engineering обеспечивает высокое качество печати на заказ?
В Igor 3D Engineering мы поддерживаем высокое качество печати благодаря регулярной и тщательной калибровке оборудования с использованием различных тестовых моделей. Это позволяет нам гарантировать точные размеры, превосходное качество поверхности и механические свойства деталей. Мы также предлагаем инженерную экспертизу в выборе материалов (PLA, PETG, ABS, Nylon, TPU) и параметров печати, а также услуги 3D-моделирования.
Можно ли заказать печать тестовых моделей в Igor 3D Engineering?
Да, мы можем напечатать тестовые модели из любых доступных материалов по вашему запросу. Это может быть полезно, если вы хотите оценить качество печати нашей студии или сравнить поведение различных материалов на конкретной тестовой геометрии. Однако наша основная задача — печать функциональных деталей и прототипов для вашего бизнеса, для которых мы используем эти тесты как часть нашего внутреннего контроля качества.
Какие параметры печати можно оптимизировать с помощью тестовых моделей?
Тестовые модели помогают оптимизировать множество параметров, включая температуру сопла и стола, скорость печати, настройки ретракта, поток экструдера, интенсивность обдува, параметры поддержек, а также выявить механические проблемы принтера, такие как люфты или вибрации. Все это направлено на достижение максимальной точности, прочности и эстетики готовых изделий.
Нужна высокоточная 3D-печать деталей на заказ? Свяжитесь с Igor 3D Engineering сегодня, чтобы обсудить ваш проект и получить индивидуальное предложение!