PETG (полиэтилентерефталат-гликоль) — один из самых популярных и универсальных филаментов в 3D-печати. Это золотая середина: он сочетает простоту печати PLA с прочностью и термостойкостью капризного ABS. Если вам нужны функциональные, долговечные детали для реальных нагрузок, но возиться с усадкой пластика нет желания, PETG станет идеальным выбором. В этом гайде мы разберем все тонкости работы с материалом: от выбора катушки до решения частых проблем при печати.
| param | value |
|---|---|
| Материал | PETG (Полиэтилентерефталат-гликоль) |
| Плотность | 1.23–1.29 г/см³ |
| Температура стеклования (Tg) | 80–85°C |
| Температура размягчения по Вика (VST) | 70–75°C |
| Прочность на разрыв | 50–70 МПа |
| Модуль упругости | 1.8–2.5 ГПа |
| Удлинение при разрыве | 150–250% |
| Влагопоглощение | Низкое (но сушка обязательна) |
| Усадка | Низкая (0.2–0.5%) |
| Стойкость к УФ | Высокая |
| Химическая стойкость | Отличная (к воде, маслам, слабым кислотам и щелочам) |
| Пищевая безопасность | Зависит от производителя (нужен сертификат) |
| Температура экструдера | 220–250°C (оптимально 230–245°C) |
| Температура стола | 60–80°C (рекомендуется 70–75°C) |
| Скорость печати | 40–80 мм/с (первый слой 20–30 мм/с) |
| Обдув модели | 0–50% (для прочности лучше 0–25%) |
| Ретракт (Bowden) | 3–6 мм |
| Ретракт (Direct Drive) | 0.5–2 мм |
| Скорость ретракта | 25–45 мм/с |
| Толщина слоя | 0.1–0.3 мм |
| Поверхность стола | Стекло с клеем/лаком, PEI, малярный скотч |
| Корпус принтера | Желателен для крупных моделей, но не обязателен |
Что такое PETG и почему он так популярен?
PETG (Polyethylene Terephthalate Glycol-modified) — это модифицированный гликолем полиэтилентерефталат. Фактически, перед нами прокачанная версия привычного PET-пластика, из которого делают обычные бутылки. Добавление гликоля блокирует кристаллизацию: материал становится прозрачнее, теряет хрупкость и намного легче плавится при экструзии.
История и состав
PETG относится к семейству полиэфиров. Его химическая структура изменена специально для нужд 3D-печати. Инженерам удалось взять лучшие свойства базовых полимеров и избавиться от их главных недостатков.
Место PETG среди других пластиков
Чтобы оценить PETG по достоинству, сравним его с главными конкурентами:
- PLA (Полилактид): Печатать им легко, но детали получаются хрупкими и плывут уже при 50-60°C. PETG на порядок прочнее, не боится ударов и выдерживает нагрев до 75°C.
- ABS (Акрилонитрилбутадиенстирол): Классический инженерный пластик. Прочный и термостойкий, но жутко капризный: сильная усадка отрывает углы моделей от стола, а при печати выделяется токсичный запах. PETG дает ту же надежность, но почти не дает усадки и не пахнет.
Именно этот баланс делает PETG универсальным солдатом в арсенале любого мейкера.
Ключевые преимущества материала
Комбинация физических свойств PETG закрывает 90% задач домашней и полупрофессиональной печати.
Прочность на века
Детали из PETG отлично держат нагрузку на разрыв и изгиб. В отличие от PLA, который со временем деградирует под нагрузкой, PETG служит годами.
Гибкость и ударопрочность
Материал не крошится. При критическом ударе деталь из PETG скорее упруго погнется, чем разлетится на осколки. Это критически важно для подвижных механизмов и креплений.
Броня от воды и химии
PETG игнорирует воду, масла, слабые кислоты и щелочи. Детали можно смело использовать на улице, в аквариумах или гаражных механизмах.
Стабильная геометрия и адгезия
Усадка PETG стремится к нулю. Вы можете печатать огромные корпуса, не боясь, что деталь выгнет дугой (warping). А к правильному столу пластик липнет намертво.
Оптическая прозрачность
Неокрашенный PETG отлично пропускает свет. Из него получаются великолепные плафоны, рассеиватели для LED-лент и декоративные вазы.
Слабые стороны: к чему нужно быть готовым
Идеальных пластиков не бывает. У PETG есть свои «болячки», которые легко лечатся правильными настройками.
Вездесущая «паутина» (Stringing)
В расплавленном виде PETG очень тягучий. Если экструдер переходит от одной детали к другой, за соплом тянутся тонкие волоски. Лечится это ювелирной настройкой ретракта и температуры.
Гигроскопичность
Материал впитывает влагу из воздуха. Если пластик «нахватался» воды, он начнет шипеть при печати, слои станут рыхлыми, а деталь — хрупкой. Сушка перед печатью строго рекомендуется.
Мертвая хватка к столу и соплу
Пластик обожает налипать на горячее сопло, образуя нагары. А если печатать им прямо на чистое стекло или гладкий PEI, есть риск вырвать кусок покрытия при снятии детали.
Трудности постобработки
PETG вязкий и химически стойкий. Его трудно шкурить (наждачка быстро забивается), а сгладить растворителями (как ABS ацетоном) в домашних условиях почти невозможно.
Подготовка к печати: база для отличного результата
Пара простых шагов до запуска принтера сэкономят вам часы нервов.
Правильный выбор филамента
Качество решает. Дешевый PETG часто грешит перепадами диаметра прутка и мусором в составе. Доверяйте проверенным брендам — стабильный пруток гарантирует ровную экструзию.
Сушка: не игнорируйте этот шаг
Даже новая катушка из вакуума может быть влажной. Отправьте пластик в сушилку или конвекционную духовку на 4–6 часов при 60-70°C. Разница в качестве поверхности вас поразит.
Подготовка стола: защищаем покрытие
Так как PETG может вплавиться в стол, используйте разделительный барьер:
- Стекло + клей/лак: Обычный клей-карандаш или 3D-лак не только удержат деталь во время печати, но и позволят легко снять ее после остывания.
- Текстурированный PEI-лист: Идеальный вариант. Липнет отлично, снимается легко после полного остывания. С гладким PEI будьте предельно осторожны.
- Малярный скотч: Дешево и сердито, но текстура дна модели будет соответствующей.
Настраиваем слайсер: профиль идеальной печати
Цифры ниже — отличная стартовая точка. Обязательно откалибруйте их под свой принтер.
Температура сопла (220–250°C)
Начните с 235°C. Недогрев приведет к расслоению детали прямо в руках. Перегрев зальет модель паутиной и микропузырьками. Распечатайте температурную башню (temp tower), чтобы найти свой идеал.
Температура стола (60–80°C)
Стол с подогревом обязателен. Ставьте 70-75°C. Этого хватит, чтобы первый слой расплылся и надежно зацепился за платформу.
Скорость печати: тише едешь — крепче деталь
Оптимальная крейсерская скорость — 40–60 мм/с. Для первого слоя строго 20–30 мм/с. PETG нужно время, чтобы равномерно прогреться и лечь на предыдущий слой.
Ретракт: убиваем «паутину»
Настройки отката зависят от кинематики экструдера:
- Длина для Bowden: 3–6 мм.
- Длина для Direct Drive: 0.5–2 мм.
- Скорость: 25–45 мм/с. Не задирайте скорость слишком высоко, иначе пластик может оторваться от расплава в хотэнде.
Обдув: больше прочности или больше деталей?
С обдувом нужно быть осторожным. Сильный ветер резко охлаждает пластик — слои перестают спаиваться друг с другом.
- Для прочных технических деталей: 0–25% обдува.
- Для мостов, нависаний и борьбы с паутиной: 30–50%.
- Первый слой всегда печатается при 0% обдува.
Поток (Flow Rate)
PETG часто «переливает». Попробуйте снизить Flow в слайсере до 95-98%. Это уберет наплывы на углах и снизит количество соплей.
Зазор первого слоя (Z-offset)
В отличие от PLA, который нужно буквально «вмазывать» в стол, PETG любит небольшую свободу. Увеличьте зазор по оси Z на 0.05 мм. Пластик должен ложиться на стол, а не размазываться по нему.
Частые проблемы и быстрые решения
Что-то пошло не так? Ищем симптомы и лечим.
Деталь опутана волосками (Stringing)
- Причина: Перегрев, вялый ретракт, влажный пластик.
- Решение: Снизьте температуру на 5°C, увеличьте откат, отправьте катушку в сушилку.
Первый слой отлипает
- Причина: Холодный стол, жирная поверхность, сопло висит слишком высоко.
- Решение: Поднимите температуру стола, обезжирьте покрытие, нанесите 3D-лак, проверьте калибровку Z-оси.
Углы модели отрывает (Warping)
- Причина: Сквозняк в комнате или резкое включение обдува на втором слое.
- Решение: Отключите обдув на первых 3-4 слоях. Закройте принтер в термокамеру (или хотя бы в коробку).
Щелчки и пропуски слоев
- Причина: Забилось сопло, пластик вскипает от влаги или температура слишком низкая для вашей скорости.
- Решение: Прочистите хотэнд, высушите PETG, поднимите температуру или снизьте скорость печати.
Модель ломается по слоям
- Причина: Пластик не успел сплавиться. Виноват излишний обдув или низкая температура.
- Решение: Выключите кулер охлаждения модели. Накиньте 5-10°C на сопло.
Где применять PETG: от хобби до инженерии
Универсальность материала позволяет использовать его везде.
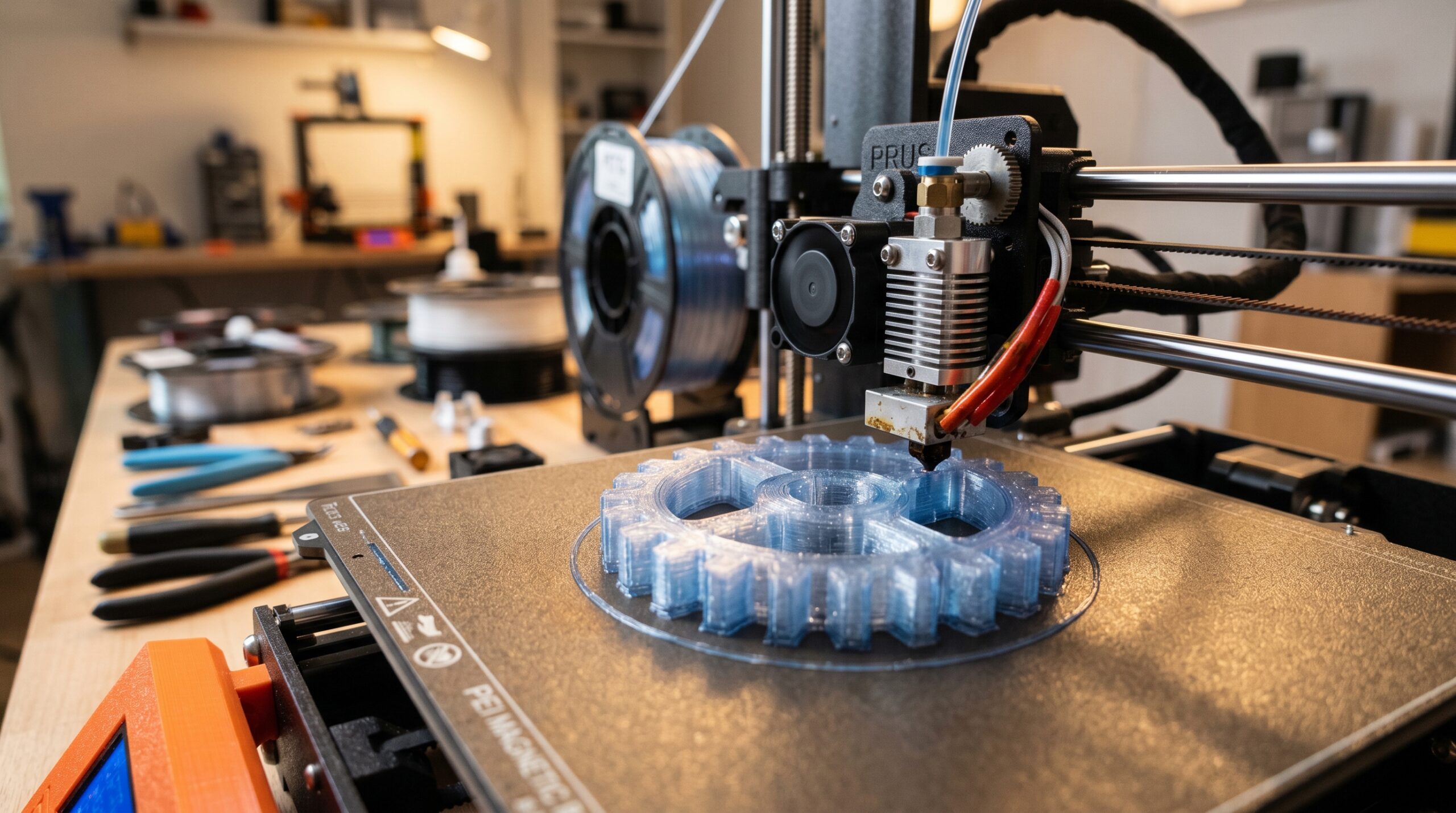
Функциональные детали и механизми
Шестерни, рычаги, кронштейны, крепления для камер — PETG выдержит нагрузки, не треснет от вибрации и не поплывет на солнце.
Корпуса для электроники
Идеально для Arduino-проектов, блоков питания и датчиков. Пластик защитит начинку от ударов и не замкнет контакты.
Уличный и бытовой инвентарь
Горшки для цветов, крепления для инструмента в гараже, детали для авто — PETG не боится перепадов температур и автохимии.
Ограничения в пищевой сфере
Сам химический состав PETG безопасен. Но 3D-печать оставляет микроборозды между слоями, где моментально размножаются бактерии. Использовать напечатанные стаканы для воды или еды без покрытия эпоксидной смолой категорически не рекомендуется.
Дизайн и декор
Прозрачные цвета PETG в режиме «вазы» (в один периметр) дают потрясающий эффект кристалла. Из него делают стильные абажуры и световые вывески.
Резюме
PETG — это рабочий инструмент, который должен быть в арсенале каждого владельца 3D-принтера. Он избавляет от танцев с бубном вокруг ABS и дает прочность, недоступную для PLA. Да, придется потратить пару вечеров на калибровку ретракта и температуры, но результат того стоит: вы начнете печатать монолитные, крепкие и надежные вещи. Сушите филамент, не жалейте 3D-лака для стола — и отличной вам печати!
Готовы покорять новые вершины в 3D-печати? Закажите качественный PETG-филамент в нашем каталоге и начните создавать по-настоящему прочные и функциональные детали уже сегодня!