Современные аддитивные технологии произвели революцию в производстве, и 3D-печать металлом является одним из наиболее значимых достижений. Эта передовая методика позволяет создавать детали сложной геометрии с высокой прочностью и минимальными отходами, открывая новые горизонты для машиностроения, аэрокосмической отрасли, медицины и других сфер. Для малого и среднего бизнеса 3D-печать металлом предлагает уникальные возможности для прототипирования, производства функциональных компонентов и запасных частей без необходимости дорогостоящих пресс-форм. В Igor 3D Engineering мы специализируемся на инженерном 3D-моделировании и подготовке проектов, которые станут идеальной основой для последующей металлической 3D-печати или литья, обеспечивая точность и соответствие промышленным стандартам на каждом этапе подготовки.
| Параметр | Значение |
|---|---|
| Основные технологии 3D-печати металлом | SLM/DMLS (селективное лазерное плавление/спекание), Metal FFF (FDM с металлонаполненной нитью), технологии с порошком и связующим, электрохимические методы. |
| Материалы для печати | Титан, нержавеющая сталь, алюминий, кобальт-хромовые сплавы, инструментальные стали, никелевые сплавы, медно-хромовые сплавы. Также используются металлонаполненные полимерные нити и металлическая проволока. |
| Толщина слоя (SLM/DMLS) | От 20 до 200 мкм (микрометров), что обеспечивает высокую детализацию и гладкость поверхности. |
| Точность размеров (XY) | Типично ±0.2–0.5 мм для большинства технологий. Важно учитывать усадку после спекания для Metal FFF и некоторых порошковых методов, которая может достигать 15-20%. |
| Плотность деталей | До 99.9% для SLM/DMLS, что превосходит многие традиционные методы литья и сравнимо с ковкой. Для Metal FFF после спекания плотность может достигать 97-99%. |
| Прочность и механические свойства | Высокие, часто превосходят литые аналоги благодаря мелкозернистой структуре и отсутствию пористости. Детали могут быть термообработаны для улучшения свойств. |
| Шероховатость поверхности (Ra) | После печати Ra составляет от 5 до 20 мкм. Для достижения зеркальной поверхности требуется дополнительная механическая или электрохимическая полировка. |
| Минимальная толщина стенки | От 0.3 мм до 1 мм в зависимости от технологии и материала, что позволяет создавать легкие и оптимизированные конструкции. |
| Сроки изготовления | От 14 до 30 дней для сложных металлических деталей, включая постобработку. Значительно быстрее, чем традиционное производство пресс-форм для малых серий. |
| Сокращение отходов | До 50-90% по сравнению с субтрактивными методами (фрезеровка) и литьем, благодаря аддитивному принципу ‘выращивания’ детали. |
3D-печать металлом: Инженерное проектирование и подготовка моделей для аддитивного производства
Технологии 3D-печати металлом включают селективное лазерное плавление (SLM), прямое лазерное спекание (DMLS), послойное наплавление металлонаполненной нити (Metal FFF) и струйное нанесение связующего (Binder Jetting).
Понимание этих методов критически важно для выбора оптимального пути производства деталей. Каждый процесс накладывает свои ограничения на геометрию и требует специфической подготовки файлов.
Селективное лазерное плавление (SLM) и прямое лазерное спекание металла (DMLS)
SLM и DMLS являются наиболее распространенными промышленными методами. Процесс включает нанесение слоя металлического порошка толщиной от 20 до 100 мкм на платформу, после чего профессиональное оборудование сплавляет частицы лазером. Точность по осям XY составляет ±0.2–0.5 мм, а по оси Z — ±0.1–0.2 мм. Полученные детали обладают плотностью до 99.9%, что делает их пригодными для аэрокосмической и медицинской промышленности. Минимальный диаметр отверстий для этих технологий составляет 1.5–2.0 мм.
Metal FFF (Fused Filament Fabrication) с металлонаполненной нитью
Технология Metal FFF — это доступный вариант производства металлических изделий на базе экструзионных систем. Метод использует композитную нить, состоящую из металлического порошка (до 90% по весу) и полимерного связующего. После печати деталь проходит дебиндеринг и спекание в печи при температуре до 1300–1400 °C. В процессе полимер выгорает, а металлические частицы сплавляются, обеспечивая плотность 97–99%. Этот подход в 5–10 раз дешевле фрезеровки при изготовлении сложных единичных изделий.
Технологии с порошком и связующим (Binder Jetting)
Метод Binder Jetting напоминает работу струйного принтера: печатающая головка наносит жидкое связующее на слой порошка. После печати «зеленая» деталь извлекается и спекается. Преимуществом является высокая скорость и возможность печати крупных партий без использования поддержек, однако детали требуют учета значительной усадки.
Материалы для аддитивного производства металлом представлены титановыми сплавами, нержавеющей и инструментальной сталью, алюминием, кобальт-хромом и композитными филаментами.
Выбор материала напрямую влияет на механические свойства и функциональность изделия.
- Титан (Ti6Al4V): обладает удельной прочностью до 950 МПа и высокой коррозионной стойкостью. Применяется в медицине и авиации.
- Нержавеющая сталь (316L, 17-4 PH): универсальный материал с прочностью до 500 МПа, подходящий для пищевой и химической промышленности.
- Алюминиевые сплавы (AlSi10Mg): ценятся за малый вес (плотность ~2.68 г/см³) и высокую теплопроводность. Позволяют снизить массу конструкции на 30–50% по сравнению с литьем.
- Инструментальные стали: используются для создания пресс-форм с конформными каналами охлаждения, что сокращает цикл литья и повышает качество продукции.
Применение 3D-печати металлом охватывает авиакосмическую отрасль, медицину, машиностроение и приборостроение, позволяя создавать детали сложной формы без затрат на дорогостоящую оснастку.
Малый и средний бизнес использует аддитивные технологии для быстрого вывода продуктов на рынок. В Igor 3D Engineering мы разрабатываем инженерные модели, оптимизированные под конкретные производственные задачи, обеспечивая точность и функциональность узлов.
Машиностроение и приборостроение
В этих сферах технология позволяет изготавливать детали со сложными внутренними каналами и оптимизированной топологией. Это могут быть корпуса редукторов, гидравлические компоненты или радиаторы с развитой площадью поверхности. Использование 3D-моделирования позволяет объединить несколько деталей в одну, исключая этапы сборки и сварки.
Медицина и стоматология
Биосовместимые сплавы позволяют печатать индивидуальные имплантаты и зубные протезы. Точность позиционирования до 50 мкм гарантирует идеальную посадку изделия. Пористые структуры, создаваемые аддитивным путем, способствуют лучшей остеоинтеграции тканей.
Выбор материала и параметров печати металлом зависит от условий эксплуатации детали: механических нагрузок (до 950 МПа), температурного режима (до 1000 °C) и требований к коррозийной стойкости.
Правильный подбор параметров на этапе проектирования позволяет сократить производственные издержки на 20%.
- Механические нагрузки: Для высоконагруженных узлов выбирают титан или сталь. Для подвижных элементов зазор должен составлять 0.3–0.5 мм, для прессовых соединений — 0.1–0.2 мм.
- Термические свойства: Никелевые сплавы сохраняют прочность при температурах до 1000 °C.
- Вес: Алюминий незаменим там, где требуется минимальная инерция и масса.
Подготовка 3D-модели к печати металлом требует соблюдения минимальной толщины стенок 0.8–1.2 мм, обеспечения герметичности геометрии (Manifold) и учета коэффициента усадки до 20% при использовании Metal FFF.
Качество металлической детали зависит от корректности STL-файла. Ошибки в проектировании невозможно исправить на этапе печати.
- Минимальная толщина стенок: Для SLM/DMLS — от 0.8 мм, для нагруженных элементов — от 1.5 мм.
- Целостность модели: Геометрия должна быть «замкнутой», без открытых ребер и пересекающихся полигонов.
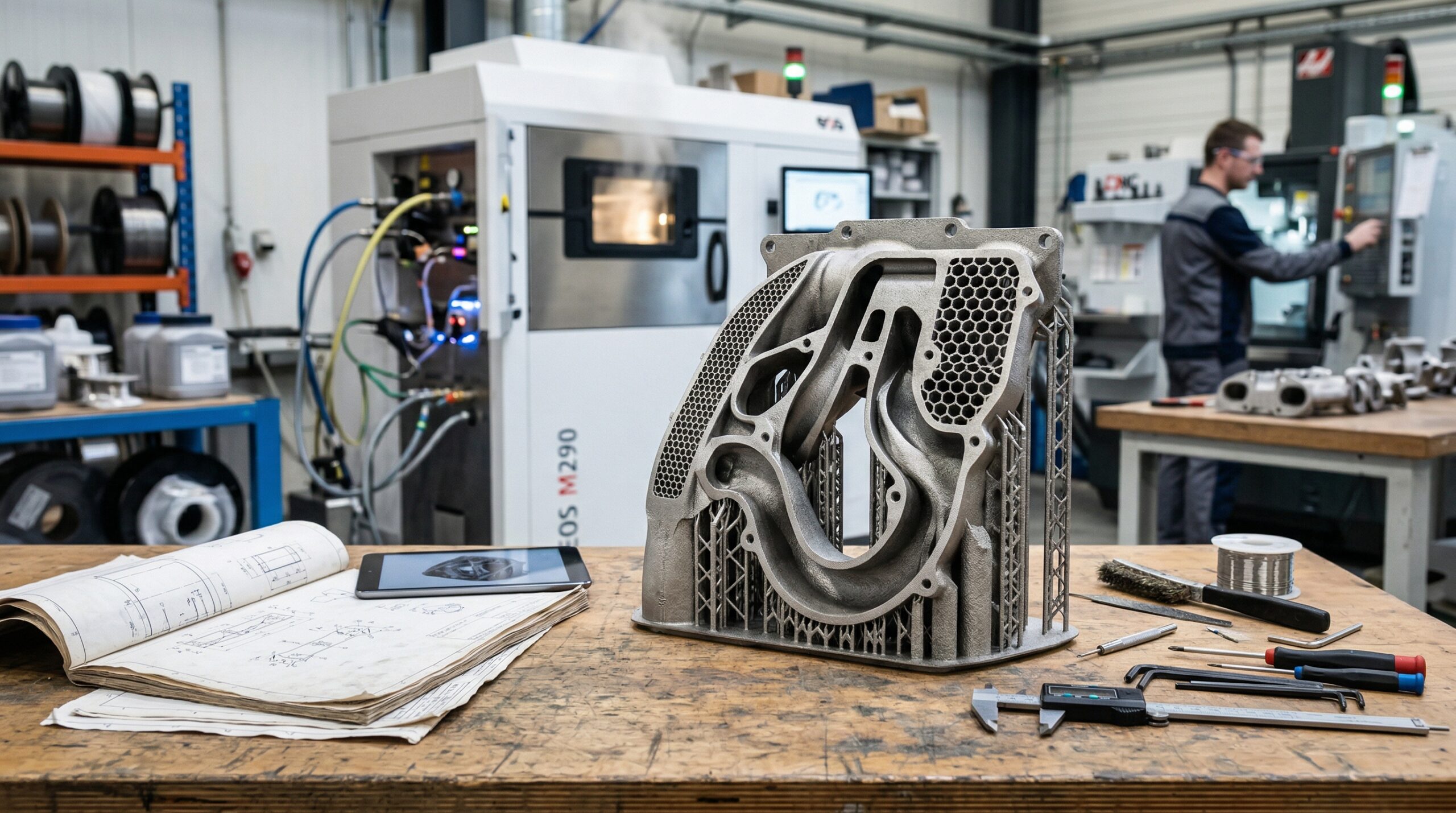
- Поддерживающие структуры: В металлической печати поддержки не только держат нависающие элементы, но и отводят тепло, предотвращая коробление.
- Усадка: При использовании технологий со спеканием модель масштабируется на 15–20% для компенсации изменения размеров.
Постобработка напечатанных металлических изделий включает удаление поддержек, термический отжиг для снятия напряжений, спекание (для Metal FFF) и финишную механическую обработку до нужного квалитета точности.
После извлечения из принтера деталь проходит несколько стадий доводки:
- Удаление поддержек: Выполняется механическим путем, фрезерованием или электроэрозионной резкой.
- Термообработка: Отжиг в печи снимает внутренние напряжения, возникающие из-за градиента температур при работе лазера.
- Механическая обработка: Шлифовка позволяет снизить шероховатость Ra с 20 мкм до 0.8 мкм и менее. Точные посадочные места доводятся на калиброванных станках.
Инженерная экспертиза при заказе 3D-моделирования в Igor 3D Engineering гарантирует корректность геометрии под конкретную технологию печати, что снижает риск брака и сокращает итоговую стоимость производства.
Команда Igor 3D Engineering предлагает комплексный подход к аддитивному производству. Мы создаем профессиональные 3D-модели в CAD-системах, учитывая все допуски и требования к металлической печати.
Наши услуги включают:
- Прототипирование из полимеров: Перед печатью в металле мы изготовим тестовый образец из PLA (прочность ~50 МПа), PETG (термостойкость до 80°C) или Nylon (прочность ~70 МПа). Это позволяет проверить собираемость узла без лишних затрат.
- Создание мастер-моделей: Печать моделей из выжигаемых полимеров для последующего литья металлом.
- Оптимизация под FDM: Если деталь не требует свойств металла, мы подберем инженерный пластик, например, ABS (термостойкость до 105°C) или гибкий TPU (Shore A 85-95).
Заказать консультацию и расчет проекта можно на сайте или по телефону. Мы обеспечиваем доставку готовых изделий и моделей по всей России.
Часто задаваемые вопросы
Что такое 3D-печать металлом и какие технологии используются?
3D-печать металлом – это процесс создания металлических объектов слой за слоем с использованием цифровой 3D-модели. Основные промышленные технологии включают SLM (селективное лазерное плавление) и DMLS (прямое лазерное спекание металла), где лазер сплавляет металлический порошок. Также существует Metal FFF, использующий металлонаполненные полимерные нити с последующим спеканием, и Binder Jetting, где связующее скрепляет металлический порошок.
Какие материалы доступны для 3D-печати металлом?
Для 3D-печати металлом доступен широкий спектр материалов, включая нержавеющую сталь (316L, 17-4 PH), титан (Ti6Al4V), алюминиевые сплавы (AlSi10Mg), кобальт-хромовые сплавы, никелевые сплавы и инструментальные стали. Выбор материала зависит от требуемых механических, термических и коррозионных свойств.
Какова точность и прочность деталей, напечатанных из металла?
Точность размеров для SLM/DMLS обычно составляет ±0.2–0.5 мм. Детали из SLM/DMLS обладают высокой плотностью (до 99.9%) и механической прочностью, часто превосходящей литые аналоги. Для Metal FFF после спекания плотность достигает 97-99%.
Сколько времени занимает 3D-печать металлом и какова ее стоимость?
Сроки изготовления металлических деталей, включая постобработку, обычно составляют от 14 до 30 дней. Стоимость 3D-печати металлом значительно выше, чем пластиком, и зависит от объема, материала, сложности геометрии и требуемой постобработки. Она экономически выгодна для прототипов, мелкосерийного производства (до 100 шт.) и сложных деталей, где традиционные методы неэффективны.
Может ли Igor 3D Engineering помочь с проектом, требующим металлических деталей?
Да, безусловно. Igor 3D Engineering специализируется на экспертном 3D-моделировании и подготовке моделей для аддитивного производства. Мы можем разработать и оптимизировать 3D-модель для последующей металлической 3D-печати на специализированных производствах, изготовить пластиковые прототипы для проверки функциональности, или напечатать мастер-модели из пластика для литья металлом (например, по выплавляемым моделям). Наша инженерная экспертиза обеспечит идеальную основу для вашего металлического проекта.
Какие требования к 3D-модели для металлической 3D-печати?
Для успешной металлической 3D-печати модель должна быть замкнутой (твердотельной), без открытых ребер и самопересечений. Минимальная толщина стенок должна составлять не менее 0.8 мм. Важна также корректная ориентация нормалей и оптимизация для поддерживающих структур. Наши инженеры в Igor 3D Engineering помогут вам подготовить модель, соответствующую всем этим требованиям.
Нужен надежный партнер для 3D-моделирования и подготовки к производству металлических деталей? Свяжитесь с Igor 3D Engineering для консультации и расчета вашего проекта!