В мире современного производства и дизайна, где каждая деталь имеет значение, FDM 3D-печать объемных изображений и литофаний открывает новые горизонты для малого и среднего бизнеса. Студия Igor 3D Engineering предлагает услуги по созданию уникальных функциональных и декоративных элементов, таких как промышленные кондукторы с рельефными метками, стильные корпуса электроники с логотипами или персонализированные прототипы. Наша технология позволяет преобразовывать 2D-изображения в тактильные 3D-объекты с высокой точностью, используя широкий спектр материалов – от прочного PETG до гибкого TPU. Мы гарантируем качество печати от чернового до высокого (0.1 мм) и индивидуальный подход к каждому проекту, обеспечивая функциональность и эстетику ваших изделий с доставкой по всей России.
| Параметр | Значение |
|---|---|
| Технология печати | FDM (Fused Deposition Modeling) |
| Точность по XY | ±0.2 – 0.5 мм (относительно размера детали) |
| Точность по Z | ±0.1 – 0.2 мм (относительно высоты детали) |
| Минимальная толщина стенки | 0.8 мм |
| Минимальная высота рельефа | От 0.1 мм (высота слоя) |
| Высота слоя | 0.1 мм (высокое качество), 0.2 мм (стандарт), 0.3 мм (черновое/скорость) |
| Допуск подвижных частей | 0.3 – 0.5 мм (зазор) |
| Доступные материалы | PLA, PETG, ABS, Nylon, TPU |
| PLA (Полилактид) | Легко печатается, биоразлагаем, низкая усадка (~0.3-0.5%), подходит для детализированных литофаний и декора. Прочность на разрыв ~50-60 МПа. Не устойчив к высоким температурам (>60°C). |
| PETG (Полиэтилентерефталат-гликоль) | Прочный, влагостойкий, УФ-стойкий, хорошая адгезия слоев. Идеален для функциональных деталей, корпусов, наружных элементов. Прочность на разрыв ~50-60 МПа. Температурная стойкость до 80°C. |
| ABS (Акрилонитрилбутадиенстирол) | Высокая ударопрочность, термостойкость (до 90-100°C), легко поддается химической обработке (ацетоновое сглаживание). Требует закрытой камеры. Прочность на разрыв ~40-50 МПа. Усадка ~0.5-2%. |
| Nylon (Нейлон) | Высокая износостойкость, прочность, гибкость. Отличный выбор для шестерен, втулок, функциональных деталей, требующих долговечности. Гигроскопичен, требует сушки. Прочность на разрыв ~50-70 МПа. |
| TPU (Термопластичный полиуретан) | Гибкий, эластичный, устойчив к истиранию и химикатам. Идеален для прокладок, амортизаторов, гибких корпусов, тактильных поверхностей. Твердость по Шору от 85A. |
| Температура экструдера (типичная) | PLA: 190-220°C; PETG: 230-250°C; ABS: 230-250°C; Nylon: 240-260°C; TPU: 220-240°C |
| Температура стола (типичная) | PLA: 50-60°C; PETG: 70-85°C; ABS: 90-110°C; Nylon: 70-90°C; TPU: 40-60°C |
| Заполнение (инфилл) | 20-40% (для легкости), 100% (для максимальной прочности/плотности) |
| Скорость печати | Контур: 40-60 мм/с; Заполнение: 20-30 мм/с (для детализации) |
| Постобработка | Шлифовка, грунтовка, покраска, ацетоновое сглаживание, склейка |
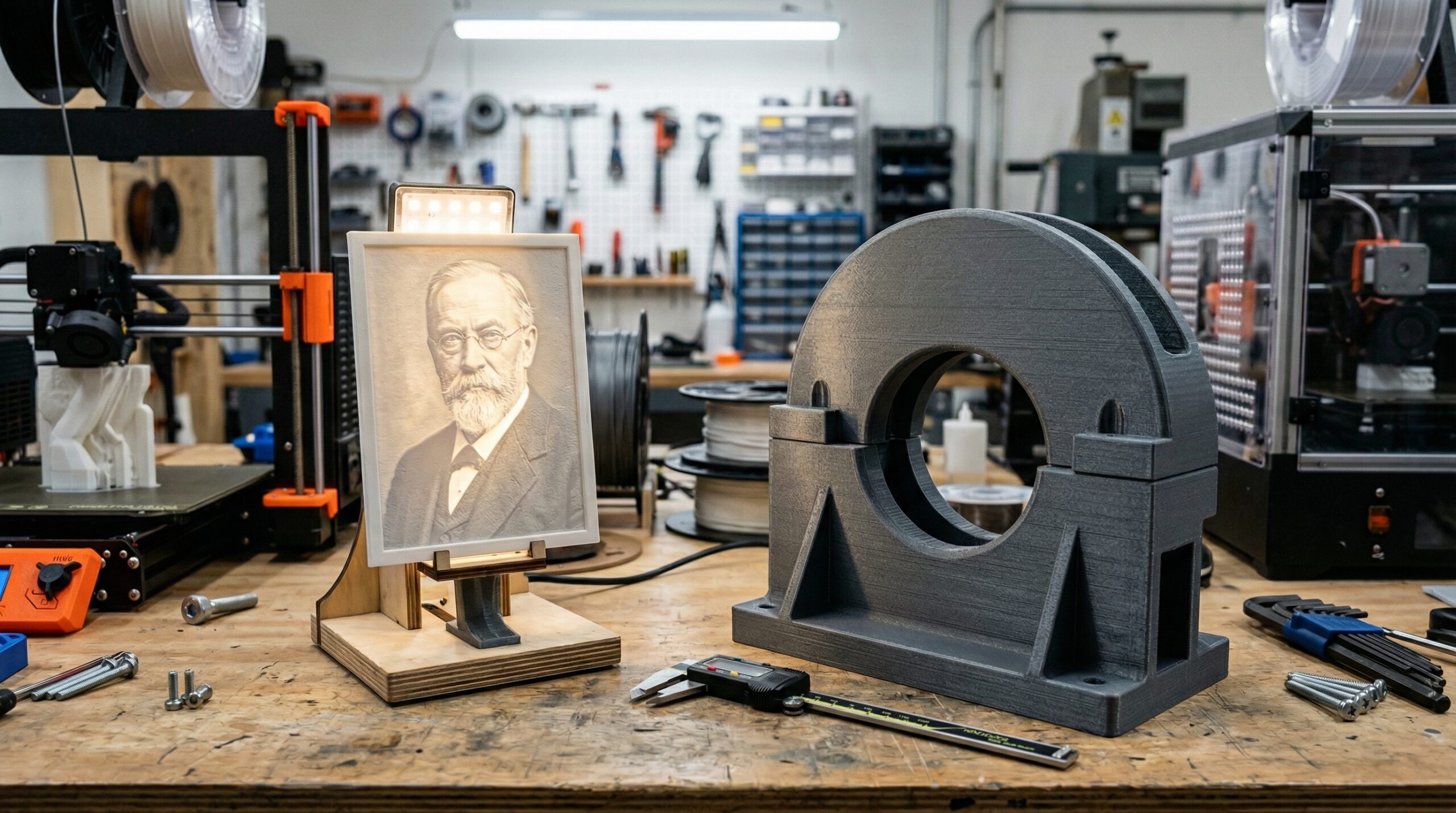
FDM 3D-печать объемных изображений и литофаний: создание функциональных и декоративных деталей на заказ для бизнеса
PLA, PETG, ABS и Nylon подбираются под конкретные задачи визуализации и прочности изделия
Для 3D-печати рельефных изображений и литофаний в технологии FDM используется широкий спектр термопластов. Выбор материала и параметров экструзии определяет не только эстетику, но и долговечность изделия, будь то высокодетализированная литофания или промышленный кондуктор с тактильной маркировкой.
Характеристики материалов для FDM-печати рельефных структур
- PLA (Полилактид): Оптимален для литофаний благодаря минимальной усадке (0.3–0.5%). Печать проходит при температуре сопла 190–220°C и стола 50–60°C. Материал обеспечивает прочность на разрыв ~50 МПа, но ограничен термостойкостью в 55–60°C. PLA позволяет добиться максимально плавных градиентов при просвечивании модели.
- PETG (Полиэтилентерефталат-гликоль): Универсальный пластик для функциональных деталей. Температура печати 230–250°C, стол 70–85°C. Обладает термостойкостью 75–80°C и прочностью ~50 МПа. PETG устойчив к УФ-излучению и влаге, что важно для наружных вывесок с объемным логотипом.
- ABS (Акрилонитрилбутадиенстирол): Применяется для деталей, работающих в нагруженных средах. Требует температуры 230–260°C и подогрева стола до 90–110°C. Термостойкость составляет 95–105°C, прочность ~40 МПа. Главное преимущество — возможность химического сглаживания ацетоном для получения глянцевой поверхности без видимых слоев.
- Nylon (Нейлон): Промышленный полимер с прочностью ~70 МПа. Печатается при 240–270°C. Идеален для износостойких табличек и оснастки. Материал гигроскопичен, поэтому требует предварительной сушки в течение 4–8 часов перед использованием.
- TPU (Термопластичный полиуретан): Гибкий материал с твердостью по Шору 85–95A. Температура печати 210–230°C. Используется для создания тактильных накладок, демпферов и нескользящих поверхностей с рельефным рисунком.
Технические параметры для качественной детализации
Для воспроизведения сложных объемных изображений необходимо соблюдение строгих настроек слайсера:
- Высота слоя: Для литофаний рекомендуется 0.1 мм. Это обеспечивает точность по оси Z в пределах ±0.1–0.2 мм. Для крупных технических деталей допустимо 0.2–0.3 мм.
- Толщина стенок: Минимальная толщина стенки для сохранения геометрии — 0.8–1.2 мм (2–3 периметра). Для подвижных соединений зазор должен составлять 0.3–0.5 мм, для прессовых — 0.1–0.2 мм.
- Заполнение: В декоративных изделиях достаточно 20–40%, в нагруженных узлах — от 80% до 100%.
- Скорость: Снижение скорости внешних периметров до 30–40 мм/с позволяет избежать артефактов на мелком рельефе.
Машиностроение, приборостроение и дизайн интерьеров активно используют рельефную печать для оптимизации процессов
Аддитивные технологии позволяют создавать изделия с переменной толщиной стенок, что недоступно или экономически невыгодно при традиционном литье или фрезеровке. Это открывает новые возможности для малого и среднего бизнеса в Челябинской области и за её пределами.
Промышленное применение и оснастка
В машиностроении 3D-печать используется для изготовления шаблонов и кондукторов с интегрированными QR-кодами или номерами партий. Использование Nylon или PETG позволяет создавать оснастку с точностью по осям XY ±0.2–0.5 мм. Такие решения в 5–10 раз дешевле фрезеровки алюминиевых аналогов и производятся за 24–48 часов.
Корпуса для электроники и брендирование
Приборостроительные компании заказывают корпуса с рельефными обозначениями кнопок и разъемов. Это исключает этап лазерной гравировки или нанесения краски, которые со временем стираются. Использование ABS с последующей постобработкой придает корпусу вид серийного изделия, изготовленного на термопластавтомате, но без затрат на дорогостоящие пресс-формы.
Архитектурные макеты и элементы декора
Дизайнеры применяют литофании — объемные картины, проявляющиеся при включении подсветки — для оформления светильников и интерьерных панелей. 3D-моделирование позволяет перенести любой фотоснимок в объемный формат, создавая уникальный продукт для мебельного производства или сувенирной отрасли.
Выбор материала и параметров печати определяется температурным режимом и механической нагрузкой на деталь
Чтобы получить качественное изделие, необходимо соотнести условия эксплуатации с характеристиками полимеров. Инженерная консультация в Igor 3D Engineering помогает определить оптимальный стек технологий для каждого проекта.
- Температурный фактор: Если деталь будет находиться в салоне автомобиля или вблизи оборудования, выбирайте ABS (до 105°C) или PETG (до 80°C). PLA деформируется уже при 60°C.
- Механический износ: Для деталей, подверженных трению, подходит Nylon (70 МПа). Для ударопрочных корпусов — ABS или PETG.
- Оптические свойства: Для литофаний лучше всего подходит белый или натуральный PLA, так как он обладает предсказуемой светопропускаемостью при изменении толщины слоя от 0.8 до 3.0 мм.
Создание STL-файла из 2D-изображения требует правильной настройки карты высот и соблюдения толщины стенок
Процесс подготовки модели начинается с конвертации растрового изображения в карту высот (Heightmap). Качество итоговой печати на 90% зависит от корректности цифровой подготовки.
Алгоритм подготовки модели
- Подготовка изображения: Перевод фото в градации серого. Высокий контраст обеспечивает более выраженный рельеф.
- Генерация меша: Использование специализированного ПО или CAD-систем (например, Fusion 360) для создания полигональной сетки.
- Проверка на Manifold: STL-файл должен быть «герметичным», без разорванных нормалей и самопересечений, иначе профессиональное оборудование не сможет корректно построить траекторию экструдера.
- Соблюдение допусков: Минимальный диаметр отверстий в рельефе должен быть не менее 1.5–2.0 мм для корректной проливки пластика.
Шлифовка, химическое сглаживание и покраска превращают техническую заготовку в готовое изделие
Постобработка позволяет скрыть слоистость FDM-печати и улучшить тактильные свойства рельефных изображений. Это критически важно для потребительских товаров и элементов интерьера.
- Механическая обработка: Последовательная шлифовка абразивами от P200 до P1000 позволяет добиться гладкости, сопоставимой с литьем.
- Ацетоновая баня: Применяется исключительно для ABS. Пары растворителя оплавляют верхний слой толщиной в несколько микрон, создавая монолитную глянцевую поверхность.
- Грунтование и окраска: Акриловые грунты заполняют микропоры между слоями, подготавливая поверхность к финишной покраске или лакированию. Это повышает воспринимаемую стоимость изделия на 30–50%.
Комплексный инженерный подход и контроль качества на профессиональном оборудовании гарантируют точность изделий
Выбор надежного партнера, такого как студия Igor 3D Engineering, обеспечивает предсказуемый результат при реализации сложных аддитивных проектов. Мы ориентируемся на потребности малого и среднего бизнеса, предлагая решения «под ключ».
Специалисты Igor 3D Engineering готовы разработать 3D-модель по вашим эскизам или фотографиям, учитывая все технические допуски и особенности выбранного материала. Использование калиброванных экструдеров и закрытых термокамер позволяет нам печатать детали из инженерных пластиков с минимальной деформацией.
Мы обеспечиваем точность позиционирования по оси Z до 0.1 мм, что критично для передачи тонких нюансов в литофаниях и микрорельефах. Заказать расчет стоимости и получить консультацию можно на сайте или по телефону. Мы осуществляем доставку готовой продукции из Челябинской области в любой регион России, обеспечивая бизнес качественными комплектующими и уникальным декором.
Часто задаваемые вопросы
Что такое FDM 3D-печать объемных изображений?
FDM 3D-печать объемных изображений – это технология послойного создания трехмерных объектов, где двухмерное изображение преобразуется в 3D-рельеф или литофанию. Яркость пикселей изображения определяет высоту или толщину слоя пластика, создавая тактильный или светопропускающий эффект. Это позволяет получать функциональные детали с текстурой, логотипами или декоративные изделия.
Какие материалы используются для печати объемных изображений и литофаний?
Для печати объемных изображений и литофаний используются различные материалы, включая PLA (для высокой детализации и эстетики), PETG (для прочности и влагостойкости), ABS (для ударопрочности и возможности сглаживания), Nylon (для износостойкости) и TPU (для гибкости и эластичности). Выбор зависит от требуемых свойств конечного изделия.
Какая точность достигается при печати рельефных изображений на FDM принтере?
При FDM 3D-печати рельефных изображений достигается точность по осям XY ±0.2 – 0.5 мм, а по оси Z – ±0.1 – 0.2 мм. Минимальная высота слоя может составлять 0.1 мм, что позволяет воспроизводить даже мелкие детали рельефа и плавные переходы в литофаниях.
Можно ли заказать 3D-печать картинки по обычной фотографии?
Да, можно. Обычная 2D-фотография может быть преобразована в 3D-модель (например, в формат heightmap или литофании) с помощью специализированного программного обеспечения. Затем эта 3D-модель используется для печати рельефного изображения, где светлые участки фотографии становятся тоньше, а темные – толще, создавая объемный эффект при просвечивании.
Какие этапы постобработки доступны для изделий с объемными изображениями?
Для изделий с объемными изображениями доступны различные виды постобработки: удаление поддерживающих структур, шлифовка для сглаживания поверхности, химическое сглаживание (для ABS-пластика) для получения глянцевого вида, грунтовка и покраска для улучшения эстетики и выделения деталей рельефа, а также склейка нескольких частей для создания более крупных объектов.
В каких отраслях применяется 3D-печать объемных изображений?
3D-печать объемных изображений широко применяется в машиностроении (кондукторы с метками), электронике (корпуса с логотипами), автосервисе (детали интерьера с гравировкой), мебельном производстве (декор), для стартапов (прототипы с брендингом), в архитектуре (макеты с текстурами) и образовании (наглядные пособия). Она позволяет создавать как функциональные, так и декоративные элементы с уникальной персонализацией.
Каковы требования к 3D-модели для печати объемных изображений?
Для успешной печати 3D-модель должна быть в формате STL, иметь замкнутую геометрию (manifold), корректно ориентированные нормали и минимальную толщину стенки не менее 0.8 мм. Также важно, чтобы модель не имела самопересекающихся граней. Мы можем помочь с подготовкой и оптимизацией вашей модели к печати.
Нужна 3D-печать объемных изображений или литофаний для вашего бизнеса? Свяжитесь с Igor 3D Engineering для консультации и расчета стоимости проекта! Мы готовы воплотить ваши идеи в жизнь с инженерной точностью и высоким качеством. Доставка по всей России.