В современном бизнесе, от малых мастерских до крупных производств, потребность в быстром и экономичном изготовлении уникальных деталей постоянно растет. FDM 3D печать стала ключевым инструментом для решения этих задач, предлагая беспрецедентную гибкость в создании прототипов, функциональных компонентов и оснастки. Однако успех проекта начинается с качественной 3D модели. Наша студия, Igor 3D Engineering, специализируется на профессиональном 3D моделировании и высокоточной FDM печати, превращая ваши идеи в готовые изделия. Мы работаем с широким спектром материалов – от PLA до Nylon и TPU – обеспечивая оптимальный выбор для любых инженерных и производственных нужд, с доставкой по всей России.
| Параметр | Значение |
|---|---|
| Материал | Основные свойства и применение |
| PLA (Полилактид) | Биоразлагаемый, жесткий, легко печатается. Идеален для прототипов, декоративных элементов, органайзеров. Температура размягчения: 55-60°C. Прочность на разрыв: ~40-60 МПа. |
| PETG (Полиэтилентерефталат-гликоль) | Высокая прочность, умеренная гибкость, химическая стойкость, водонепроницаемость. Подходит для функциональных деталей, корпусов, кондукторов. Температура размягчения: 75-80°C. Прочность на разрыв: ~50-60 МПа. |
| ABS (Акрилонитрилбутадиенстирол) | Высокая ударопрочность, термостойкость, хорошая обрабатываемость (ацетоном). Применяется для корпусов электроники, деталей механизмов. Температура размягчения: 90-110°C. Прочность на разрыв: ~40-50 МПа. |
| Nylon (Полиамид) | Исключительная прочность, износостойкость, низкий коэффициент трения, гибкость. Идеален для шестерен, втулок, высоконагруженных деталей. Прочность на разрыв: ~70 МПа. Требует сушки перед печатью (70-100°C). |
| TPU (Термополиуретан) | Высокая гибкость и эластичность, износостойкость, ударопрочность. Используется для прокладок, амортизаторов, гибких корпусов. Твердость по Шору A: 85-95. Удлинение при разрыве: до 500%. |
| Допуски FDM печати | Стандартные инженерные параметры |
| Точность по осям XY | ±0.2–0.5 мм (зависит от геометрии и размера детали) |
| Точность по оси Z (высота слоя) | ±0.1–0.2 мм (для слоя 0.1-0.3 мм) |
| Минимальная толщина стенки | 0.8–1.2 мм (для прочной и стабильной печати) |
| Минимальный диаметр отверстия | 1.5–2.0 мм (для стабильной геометрии, для втулок +0.3 мм) |
| Параметры FDM печати (типовые) | Оптимальные настройки для качества и скорости |
| Высота слоя | 0.1 мм (высокое качество), 0.2 мм (стандарт), 0.3 мм (черновая печать, быстро) |
| Заполнение (Infill) | 15-25% (органайзеры), 40-60% (прототипы), 100% (высоконагруженные кондукторы) |
| Скорость печати | 50-60 мм/с (баланс качества и скорости) |
| Температура сопла (примерно) | PLA: 190-220°C, PETG: 230-250°C, ABS: 230-260°C, Nylon: 240-270°C, TPU: 210-230°C |
| Температура стола (примерно) | PLA: 60°C, PETG: 70-85°C, ABS: 90-110°C, Nylon: 70-100°C, TPU: 40-60°C |
Создание 3D Моделей и FDM Печать на Заказ: От Идеи до Функциональной Детали для Вашего Бизнеса
Найти готовые 3D-модели для печати можно в специализированных онлайн-каталогах, таких как GrabCAD для инженерных задач или Thingiverse для прототипов.
Поиск качественных цифровых исходников — это первый этап реализации проекта с использованием FDM-технологии. Сегодня существует множество ресурсов, предлагающих 3D-модели для печати. Выбор источника зависит от конечной цели: требуется ли вам готовый прототип, функциональная запчасть или сложная технологическая оснастка. Эксперты в области аддитивного производства отмечают, что грамотный подбор и адаптация модели сокращают время разработки изделия на 30–50%.
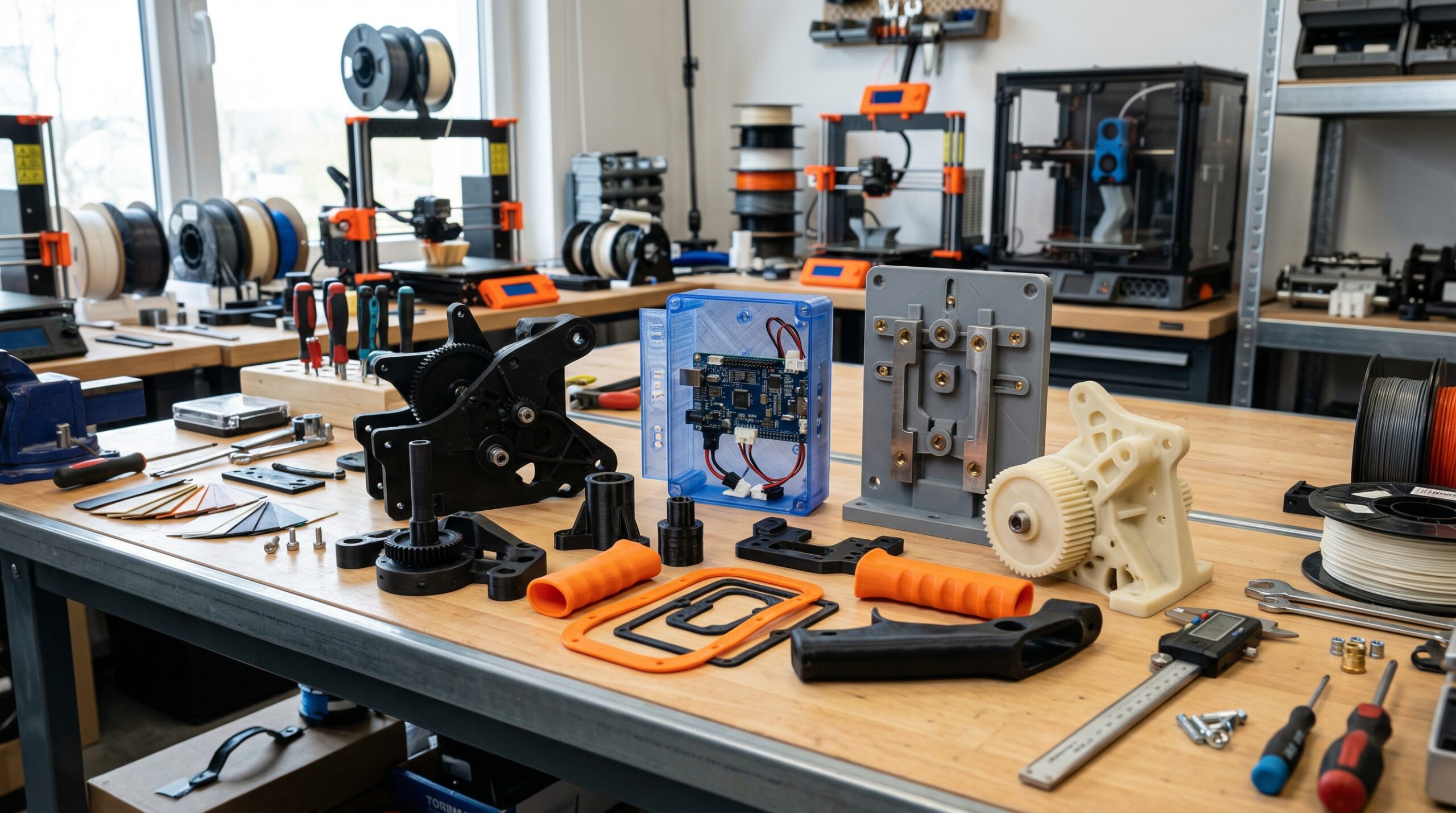
Для малого и среднего бизнеса наиболее актуальны следующие категории изделий:
- Промышленные кондукторы и оснастка: специализированные инструменты для сборочных линий, шаблоны для сверления и фиксаторы. Использование PETG или Nylon с заполнением 100% обеспечивает прочность на разрыв до 50–70 МПа.
- Корпуса для электроники: защитные оболочки для печатных плат и датчиков. При проектировании важно учитывать допуски на усадку материала (0.2–0.5 мм) для точного монтажа компонентов.
- Функциональные детали: замена сломанных компонентов оборудования или тестовые образцы новых продуктов. Это позволяет получить рабочую деталь в 5–10 раз дешевле фрезеровки.
- Декоративные изделия: прототипы рекламной продукции и сувениров, где ключевую роль играет качество поверхности и детализация.
Помимо глобальных библиотек (Printables, Cults3D, Thangs), профессиональные инженерные файлы часто ищут на специализированных порталах, хотя они требуют адаптации под допуски FDM-печати. Важно понимать, что даже найденные в сети файлы могут нуждаться в доработке: изменении размеров, оптимизации углов нависания или корректировке толщины стенок. Профессиональное 3D-моделирование позволяет создать файл с нуля, учитывая все нюансы аддитивного производства.
Выбор материала для FDM-печати зависит от условий эксплуатации детали: от биоразлагаемого PLA для макетов до износостойкого нейлона для нагруженных узлов.
В Igor 3D Engineering мы используем проверенные полимеры, подбирая параметры печати под конкретные технические задачи бизнеса. Каждый материал имеет строго определенные температурные и механические характеристики.
PLA (Полилактид)
Жесткий термопласт с минимальной усадкой. Оптимален для демонстрационных макетов и органайзеров. Печать производится при температуре сопла 190–220°C и стола 50–60°C. Главное ограничение — термостойкость 55–60°C, выше которой деталь начинает деформироваться. Для высокой детализации мы используем слой 0.1 мм и заполнение 15–25%.
PETG (Полиэтилентерефталат-гликоль)
Универсальный материал для функциональных деталей и корпусов. Он устойчив к влаге и химикатам, выдерживает нагрев до 75–80°C. Печать проходит при 230–250°C. Благодаря прочности на разрыв около 50 МПа, PETG подходит для изготовления деталей экструдеров и кронштейнов с заполнением 40–60%.
ABS (Акрилонитрилбутадиенстирол)
Инженерный пластик с высокой ударопрочностью и термостойкостью 95–105°C. Требует подогрева стола до 90–110°C и закрытой камеры для исключения деформации. ABS отлично поддается химической постобработке (сглаживанию), что делает его идеальным для корпусов приборов. Мы рекомендуем заполнение 60–80% для нагруженных элементов.
Nylon (Полиамид)
Высокопрочный материал с прочностью на разрыв до 70 МПа и низким коэффициентом трения. Незаменим для шестерен и втулок. Печать ведется при 240–270°C. Nylon крайне гигроскопичен, поэтому перед работой филамент сушится 4–8 часов при температуре 70–100°C, что гарантирует отсутствие дефектов в структуре детали.
TPU (Термополиуретан)
Эластичный полимер с твердостью по Шору A 85–95. Применяется для производства прокладок, демпферов и защитных чехлов. Печать требует снижения скорости до 20–30 мм/с. При проектировании гибких деталей минимальный диаметр отверстий должен составлять не менее 1.5–2.0 мм для сохранения геометрии.
Применение аддитивных технологий в промышленности позволяет сократить цикл разработки изделий на 25–40% и снизить затраты на оснастку в 5–10 раз по сравнению с фрезеровкой.
FDM-печать и профессиональное моделирование находят применение в различных секторах экономики, обеспечивая мелкосерийное производство без затрат на дорогостоящие пресс-формы.
- Машиностроение: изготовление калибровочных шаблонов и зажимных устройств. Использование Nylon повышает износостойкость оснастки при интенсивной эксплуатации.
- Электроника: оперативное создание корпусов с точностью по осям XY до ±0.2 мм. Это позволяет тестировать эргономику устройства до заказа промышленной партии.
- Автосервис: производство редких пластиковых клипс, заглушек и кронштейнов, которые сняты с производства или имеют неоправданно высокую стоимость оригинала.
- Стартапы: быстрая проверка гипотез через создание прототипов. Возможность внести изменения в 3D-модель и напечатать новый образец за 24–48 часов ускоряет выход продукта на рынок.
Подбор параметров печати основывается на анализе механических нагрузок, температурного режима и требуемой точности поверхности изделия.
Для достижения оптимального результата необходимо сбалансировать настройки оборудования:
- Высота слоя: 0.1 мм для финишных деталей, 0.2 мм для стандартных задач, 0.3 мм для черновых макетов.
- Заполнение: от 15% для декора до 100% для силовых элементов (кондукторов, рычагов).
- Толщина стенок: для обеспечения жесткости рекомендуется устанавливать значение 1.2 мм (3 периметра при сопле 0.4 мм).
- Допуски: для подвижных соединений закладывается зазор 0.3–0.5 мм, для прессовой посадки — 0.1–0.2 мм.
Корректный STL-файл для 3D-печати должен иметь замкнутую геометрию (manifold), толщину стенок от 0.8–1.2 мм и правильную ориентацию нормалей.
Качество печати на 90% зависит от подготовки цифровой модели. Основные технические требования к файлам:
- Целостность сетки: отсутствие дыр в геометрии и самопересекающихся плоскостей. Модель должна быть «водонепроницаемой».
- Минимальные элементы: мелкий текст или тонкие выступы должны быть не менее 1.5 мм в сечении, иначе профессиональное оборудование не сможет их корректно воспроизвести.
- Ориентация: модель располагается так, чтобы минимизировать количество поддержек, что улучшает чистоту поверхности и снижает расход материала.
Если у вас нет готового файла, наша студия Igor 3D Engineering выполнит моделирование по чертежам, эскизам или физическим образцам, адаптировав геометрию под требования FDM-технологии.
Методы постобработки FDM-деталей включают механическую шлифовку, химическое сглаживание в парах растворителя и окрашивание для достижения промышленного качества поверхности.
Хотя FDM-печать имеет характерную слоистость, постобработка позволяет добиться вида литого изделия:
- Удаление поддержек: аккуратная очистка нависающих элементов с последующей зачисткой мест примыкания.
- Ацетоновая баня: применяется для ABS-пластика. Пары растворителя оплавляют верхний слой, делая поверхность глянцевой и герметичной.
- Абразивная обработка: последовательная шлифовка наждачной бумагой зернистостью от P240 до P1000.
- Грунтовка и покраска: нанесение акриловых составов для придания детали товарного вида.
Студия Igor 3D Engineering обеспечивает полный цикл производства: от разработки инженерной документации до серийного изготовления деталей с точностью до ±0.2 мм.
Сотрудничество с нами дает бизнесу ряд преимуществ:
- Инженерный подход: мы не просто печатаем, а анализируем нагрузки и подбираем материал (PLA, PETG, ABS, Nylon, TPU) под ваши задачи.
- Профессиональное оборудование: использование калиброванных экструдеров и закрытых термокамер гарантирует повторяемость деталей в партии.
- Оперативность: изготовление прототипов и мелких серий в сжатые сроки с доставкой по всей России.
Заказать 3D-печать или разработку модели можно на сайте или по телефону. Мы поможем оптимизировать ваши затраты на производство, внедрив современные аддитивные решения в ваш рабочий процесс.
Часто задаваемые вопросы
Где можно найти и скачать 3D модели для 3D принтера бесплатно?
Существует множество онлайн-каталогов, таких как Thingiverse, Printables, Cults3D, Thangs и 3DToday.ru, где можно найти и скачать 3д модели для 3д принтера, включая бесплатные варианты. Для профессиональных инженерных моделей часто используют GrabCAD, но они могут требовать адаптации под FDM печать.
Какие основные требования к STL моделям для качественной FDM печати?
Для качественной FDM печати STL модель должна быть ‘манифолдной’ (замкнутой и без самопересечений), иметь толщину стенок не менее 0.8 мм (рекомендуется от 1.2 мм), а все нормали должны быть ориентированы наружу. Также важно учитывать минимальный размер мелких элементов – не менее 1.5-2.0 мм.
Как выбрать подходящий материал для печати моей 3D модели?
Выбор материала зависит от назначения детали: PLA подходит для прототипов и декора, PETG и ABS – для функциональных деталей, корпусов электроники, требующих прочности и термостойкости. Nylon идеален для износостойких и высоконагруженных элементов, а TPU – для гибких изделий. Наши специалисты помогут вам с выбором, исходя из ваших задач.
Можно ли заказать создание 3D модели, если у меня нет готового файла STL?
Да, наша студия Igor 3D Engineering предлагает услуги по 3D моделированию с нуля. Мы можем создать 3д модель для 3д принтера по вашим чертежам, эскизам, фотографиям или даже словесному описанию, а затем подготовить ее для печати.
Что такое постобработка 3D моделей и какие виды услуг вы предлагаете?
Постобработка – это комплекс работ по улучшению внешнего вида и функциональности напечатанных деталей. Мы предлагаем удаление поддержек, шлифовку, химическое сглаживание (для ABS), грунтовку, покраску, а также склейку и сборку крупных или многокомпонентных изделий. Это позволяет достичь идеально гладкой поверхности и повысить эстетическую привлекательность.
Какие параметры печати влияют на качество и скорость изготовления 3D модели?
Основные параметры включают высоту слоя (от 0.1 мм для высокой детализации до 0.3 мм для черновой печати), заполнение (infill), которое влияет на прочность и вес (от 15% до 100%), и скорость печати. Выбор оптимальных параметров позволяет найти баланс между качеством, прочностью и временем изготовления вашей 3D модели.
Нужны профессиональные 3D модели для печати или высококачественная FDM печать на заказ? Свяжитесь с Igor 3D Engineering уже сегодня, чтобы обсудить ваш проект и получить индивидуальное предложение!